Comprehensive Guide to Press Brake Applications for Electrical Cabinet and Enclosure Making

Introduction to Press Brake Applications in the Electrical Industry
In the modern industrial landscape, the production of electrical cabinets and enclosures represents a significant portion of the sheet metal fabrication market. From massive power distribution centers to compact wall-mounted control boxes, the demand for precision-engineered housing is constant. At the heart of this production line is the CNC press brake. The role of Press Brake Applications for Electrical Cabinet and Enclosure Making cannot be overstated, as it determines the structural integrity, aesthetic quality, and environmental sealing capabilities of the final product.
Electrical enclosures must meet stringent international standards, such as NEMA or IP ratings, which dictate their resistance to dust, water, and impact. Achieving these standards requires more than just a simple bend; it requires a sophisticated understanding of metal deformation, high-precision machinery, and optimized workflows. HARSLE, a leader in metal fabrication technology, provides the tools necessary to navigate these complexities, ensuring that manufacturers can produce high-quality enclosures efficiently and cost-effectively.
Application Scenario: The Diversity of Electrical Enclosures
The application scenarios for press brakes in this sector are incredibly diverse. One of the most common uses is in the creation of Industrial Control Panels. These units often feature complex internal mounting plates and external doors with multiple return flanges. The press brake must be capable of handling various bend sequences to create a rigid frame that can support heavy electrical components without warping.
Another critical scenario is the production of Server Racks and IT Enclosures. These products require high ventilation, meaning the sheet metal is often perforated. Bending perforated material presents unique challenges, as the structural weakness of the holes can lead to uneven bends if the press brake is not properly calibrated. Furthermore, Outdoor Power Distribution Cabinets require thick, often galvanized steel or stainless steel to resist corrosion. These enclosures often feature sloped roofs and intricate gutter systems formed through precise bending to ensure water runoff, highlighting the versatility required from a modern press brake.

Complexity of Modern Cabinet Designs
Modern cabinet designs have moved away from simple six-sided boxes. Today, we see ergonomic consoles, modular enclosures with interlocking parts, and aesthetic designs for consumer-facing electrical units. Each of these requires a press brake that can handle multi-stage bending. For instance, a single cabinet door might require a hemmed edge for safety, followed by a 90-degree bend for the seal, and an offset bend for the hinge mounting. This level of complexity necessitates a machine with a sophisticated CNC controller and a versatile backgauge system.
Material and Process Requirements
When discussing Press Brake Applications for Electrical Cabinet and Enclosure Making, the choice of material is paramount. Most enclosures are fabricated from Cold Rolled Steel (CRS), Stainless Steel (304 or 316), or Aluminum. Each material behaves differently under pressure. Cold rolled steel is favored for its cost-effectiveness and ease of welding, while stainless steel is essential for food-grade or marine environments due to its corrosion resistance. Aluminum is chosen for its lightweight properties and natural EMI/RFI shielding capabilities.
The thickness of these materials typically ranges from 1.0mm to 3.0mm. While this may seem thin compared to heavy structural steel, the precision required is much higher. A deviation of even 0.5 degrees in a bend can prevent a cabinet door from sealing correctly, compromising the IP rating. Therefore, the process requires a machine with excellent repeatability. Additionally, the “springback” effect—where the metal slightly returns to its original shape after bending—must be calculated and compensated for by the CNC system, especially when working with stainless steel which has a higher elastic modulus.
Surface Protection and Tooling
Electrical cabinets are often pre-painted or made from decorative stainless steel. To prevent marking the surface during the bending process, manufacturers often use specialized tooling or protective films. Nylon inserts in the bottom dies or the use of “no-mark” bending cloths are common practices. The press brake must allow for the adjustment of the bending speed and pressure to ensure that the material is formed without surface degradation, which would otherwise lead to expensive secondary finishing or scrap.
Recommended Machine Configuration for Enclosure Making
To excel in enclosure manufacturing, a press brake needs a specific set of features. HARSLE recommends a CNC-controlled hydraulic press brake with at least 4 to 6 axes (X, R, Z1, Z2, and potentially Y1, Y2). The Backgauge System is the most critical component here. Since cabinet parts often have varying flange lengths, a multi-axis backgauge allows the operator to position the sheet accurately for every bend without manual adjustment, significantly reducing setup time.
The CNC Controller (such as the Delem DA-53T or DA-66T) should offer 2D or 3D visualization. This allows the operator to see the bending sequence in real-time, preventing collisions between the workpiece and the machine frame—a common issue when forming deep boxes. Furthermore, a Hydraulic Crowning System is essential. Long cabinet panels can suffer from the “canoe effect,” where the center of the bend is not as deep as the ends. Crowning compensates for the deflection of the machine bed, ensuring a perfectly straight bend across the entire length of the panel.
Tooling Selection: Gooseneck Punches and Multi-V Dies
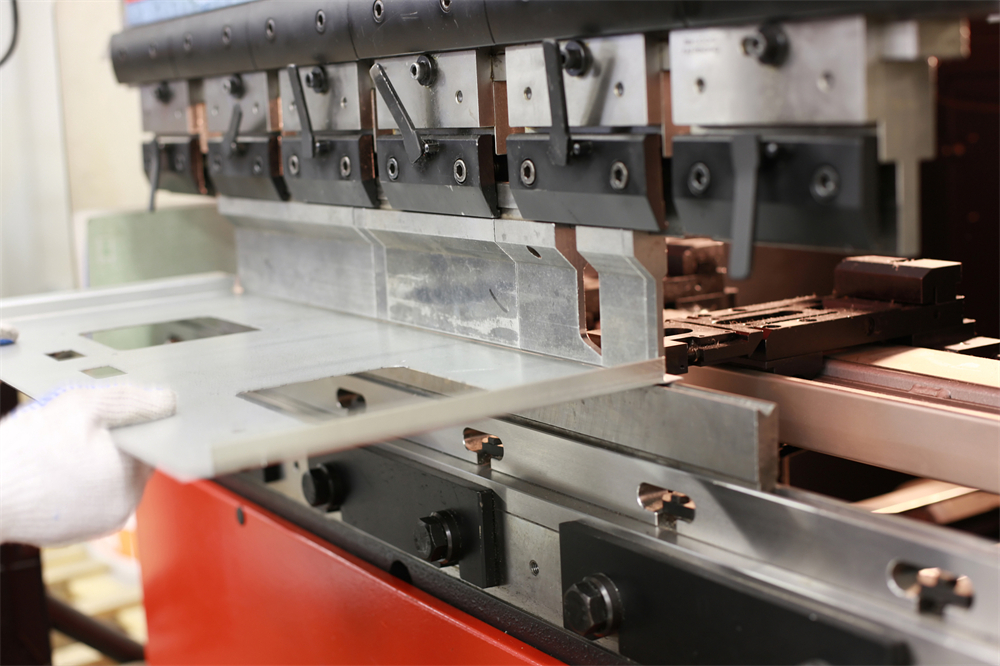
For enclosure making, the choice of punch is vital. A Gooseneck Punch is almost always required. Its deep relief allows for the creation of return flanges (the “U” shapes at the edge of a box) without the metal hitting the back of the tool. For the bottom die, a multi-V die or a quick-change single-V die system is recommended to accommodate different material thicknesses and bend radii quickly. High-speed clamping systems, such as the Amada-style or European-style quick clamps, are also highly beneficial for reducing downtime during tool changes.
The Workflow: From Flat Sheet to Finished Enclosure
The workflow for creating an electrical cabinet using a press brake is a multi-step process that begins long before the metal touches the machine. It starts with CAD/CAM Design, where the 3D model of the cabinet is “unfolded” into a 2D flat pattern. This software calculates the “bend deduction” based on the material type and the V-die opening used. This flat pattern is then cut using a fiber laser or CNC punch press.
Once the flat blanks arrive at the press brake, the Bending Sequence is programmed. For a standard five-sided box, the sequence usually involves bending the shortest flanges first, followed by the longer sides. The CNC controller guides the operator through each step. After bending, the corners are typically spot-welded or TIG-welded. If the press brake has done its job correctly, the corners will meet perfectly with zero gap, making the welding process faster and cleaner. Finally, the enclosure undergoes powder coating or polishing, and gaskets are applied to ensure a tight seal.
Productivity Benefits of Advanced Press Brakes
Investing in a high-quality press brake for electrical cabinet production offers several key productivity benefits:
- Reduced Setup Times: With CNC-stored programs, switching from a small junction box to a large floor-standing cabinet takes seconds rather than hours.
- Increased Accuracy: Precision backgauges and crowning systems eliminate the need for “trial and error” bending, drastically reducing material waste.
- Improved Safety: Modern press brakes are equipped with laser light guards (like DSP or Lazersafe) that protect the operator while allowing the machine to operate at high speeds.
- Lower Labor Costs: An intuitive CNC interface means that even less-experienced operators can produce complex parts with minimal training, addressing the skilled labor shortage in the fabrication industry.
- Consistency: Whether you are making 10 cabinets or 1,000, every piece will be identical, ensuring that doors and internal components are always interchangeable.
Case Example: Upgrading a Control Box Production Line
A mid-sized manufacturer of industrial control boxes was struggling with high scrap rates and slow production using manual press brakes. Their doors often required manual grinding because the bends were not square, leading to poor fitment against the cabinet frame. They upgraded to a HARSLE WE67K Series CNC Press Brake equipped with a DA-66T controller and a 4-axis backgauge.
The results were immediate. By using the 3D simulation feature, they identified a collision issue in their design that had previously caused several ruined parts per week. The hydraulic crowning system ensured that their 2-meter long side panels were perfectly straight, eliminating the need for post-bend straightening. Production speed increased by 40%, and the scrap rate dropped from 5% to less than 0.5%. This transition allowed them to take on more complex custom orders that they previously had to turn down.
Frequently Asked Questions (FAQ)
What is the best press brake tonnage for electrical cabinets?
For most standard electrical enclosures (1.0mm to 3.0mm steel), a press brake in the 63-ton to 125-ton range is sufficient. If you are bending very long panels (over 3 meters) or using thicker materials for heavy-duty industrial racks, you might consider a 160-ton or 200-ton machine.
Can I bend stainless steel and aluminum on the same machine?
Yes, but you must account for the different properties. Stainless steel requires more pressure and has more springback, while aluminum is softer and can crack if the bend radius is too tight. A CNC press brake allows you to save different material profiles to handle these variations automatically.
How do I prevent scratches on my cabinet panels?
Use “no-mark” tooling, such as urethane dies or nylon inserts. You can also apply a protective plastic film to the sheet metal before bending or use a specialized bending cloth over the die.
Why is the backgauge so important for enclosures?
Enclosures often have multiple flanges of different lengths on a single part. A CNC backgauge moves automatically between bends, ensuring each flange is the exact length required without the operator having to stop and measure.
What maintenance does a press brake require?
Regular maintenance includes checking hydraulic oil levels, cleaning the backgauge rails, lubricating the moving parts, and ensuring the cooling system is functional. For CNC machines, keeping the software updated and the sensors clean is also vital for long-term accuracy.
Conclusion: Choosing HARSLE for Your Fabrication Needs
The world of Press Brake Applications for Electrical Cabinet and Enclosure Making is one of precision, efficiency, and constant evolution. As electrical components become more complex, the housings that protect them must also advance. By choosing a HARSLE press brake, manufacturers gain access to cutting-edge technology designed specifically to meet the challenges of the electrical industry.
Whether you are a small shop looking to automate your first production line or a large-scale manufacturer seeking to optimize your workflow, HARSLE offers the expertise and the machinery to help you succeed. Our commitment to quality, combined with our advanced CNC solutions, ensures that your enclosures will meet the highest standards of the industry. Contact HARSLE today to find the perfect press brake solution for your electrical cabinet manufacturing needs.








