Hydraulic Press Ram Not Returning: Common Causes and Fixes

Introduction to Hydraulic Press Ram Issues
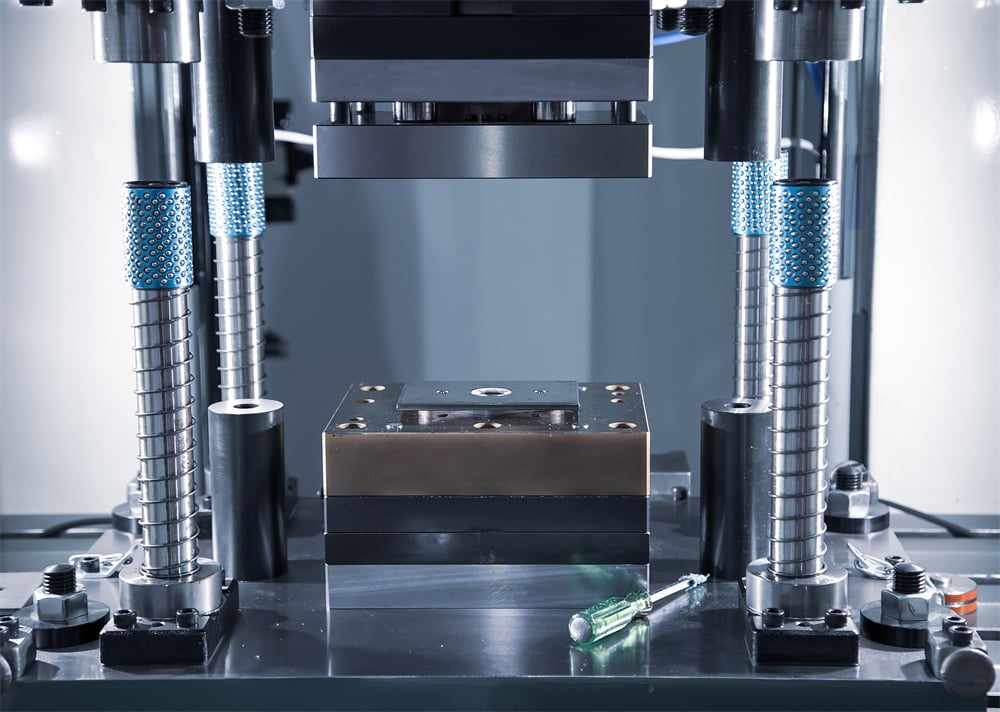
In the high-stakes environment of metal fabrication, the hydraulic press is a cornerstone of productivity. Whether you are deep drawing, punching, or forming, the rhythmic cycle of the ram is the heartbeat of your workshop. However, few things are as frustrating or disruptive as a hydraulic press ram that refuses to return to its starting position after a stroke. This issue, commonly referred to as the ‘ram not returning,’ can halt production, lead to missed deadlines, and potentially signal deeper mechanical or hydraulic failures that require immediate attention.
Understanding why a hydraulic press ram fails to retract requires a holistic view of the machine’s anatomy. A hydraulic press is a complex synergy of electrical controls, hydraulic fluid dynamics, and mechanical precision. When the ram stays down, it is rarely a random occurrence; it is usually the result of a specific component failing to perform its role in the return cycle. This guide is designed to help operators, maintenance technicians, and shop managers diagnose the root causes of this problem and implement effective fixes to get their HARSLE machinery back in operation.
Addressing a stuck ram is not just about restoring production; it is also a critical safety concern. A ram that does not behave predictably can pose a significant risk to operators and the tooling involved. By following a systematic troubleshooting approach, you can identify whether the issue lies in a faulty solenoid, a clogged valve, or a mechanical obstruction. In the following sections, we will dive deep into the technical nuances of hydraulic press systems to provide a comprehensive roadmap for resolving return-stroke failures.
Key Considerations Before Troubleshooting
Before diving into the mechanical and hydraulic guts of the machine, safety must be the primary consideration. A hydraulic press ram that is stuck in the downward position or mid-stroke is under potential energy. If the hydraulic pressure is suddenly released or a mechanical bind is freed without proper support, the ram could drop unexpectedly. Always implement Lockout/Tagout (LOTO) procedures and use safety blocks or stands to secure the ram before performing any inspection.
Another key consideration is understanding the specific return mechanism of your press. Some hydraulic presses use ‘gravity return’ combined with a small hydraulic assist, while others are ‘double-acting,’ meaning hydraulic pressure is actively used to both push the ram down and pull it back up. Knowing which system you have is vital because the troubleshooting steps for a gravity-return system differ significantly from those of a double-acting cylinder system. For instance, in a double-acting system, a failure in the return-side pressure line is a common culprit, whereas, in gravity systems, the issue is often related to the release valve.
Environmental factors also play a role. Is the workshop particularly cold? High-viscosity oil in low temperatures can slow down or prevent the ram from returning if the pump cannot generate enough flow to overcome the initial resistance. Conversely, excessive heat can thin the oil to the point where internal leakage prevents the build-up of necessary return pressure. Always check the operating environment and the condition of the hydraulic fluid as a preliminary step before dismantling complex valves.
Technical Details: Common Causes and Fixes
1. Directional Control Valve (DCV) Failure
The directional control valve is the ‘brain’ of the hydraulic circuit, directing oil to either the top or the bottom of the cylinder. If the spool inside the DCV is stuck or if the solenoid coil has burnt out, the valve will not shift to the return position. This is perhaps the most common cause of a ram not returning. Over time, fine metal particles or degraded oil can cause the spool to bind within the valve body.
The Fix: First, check the electrical signal to the solenoid. If the solenoid is receiving power but not clicking, the coil is likely dead and needs replacement. If the solenoid is functioning, you may need to manually override the valve using a small pin to see if the ram moves. If it does, the issue is electrical. If it doesn’t, the valve spool is likely jammed. In this case, the valve must be removed, cleaned, or replaced entirely to ensure smooth operation.
2. Faulty Limit Switches or Proximity Sensors
Modern hydraulic presses, like those manufactured by HARSLE, rely on limit switches or proximity sensors to tell the PLC (Programmable Logic Controller) when the ram has reached the bottom of its stroke and when it should begin the return. If a limit switch is damaged, misaligned, or covered in grease and debris, it may fail to send the ‘return’ signal to the controller. The machine essentially thinks it hasn’t finished its downward stroke yet.
The Fix: Inspect all limit switches and sensors associated with the ram’s travel. Ensure they are clean and properly aligned according to the machine’s technical manual. Use a multimeter to check for continuity when the switch is triggered. If a sensor is faulty, replacing it is usually a quick and inexpensive fix that restores full functionality to the press.
3. Insufficient Return Pressure
In double-acting hydraulic systems, the ram requires a specific amount of pressure to overcome its own weight and the friction of the seals to move upward. If the relief valve for the return circuit is set too low, or if there is a leak in the return line, the ram will remain stationary. This can also happen if the main pump is worn out and can no longer provide the necessary flow rate for the return stroke.
The Fix: Check the pressure gauges during the return cycle. If the pressure is significantly lower than the manufacturer’s specifications, inspect the relief valves. You may need to adjust the relief valve setting or check for internal bypass leaks within the cylinder. If the seals inside the cylinder are worn (often called ‘blow-by’), the oil will simply pass from one side of the piston to the other without moving the ram.
4. Mechanical Binding and Lubrication Issues
Sometimes the problem isn’t hydraulic or electrical at all, but purely mechanical. The ram moves within guides or ‘gibs’ that must be perfectly aligned and well-lubricated. If the gibs are too tight, or if the lubrication system has failed, the resulting friction can be greater than the hydraulic return force. This is especially common in older machines or those that have been subjected to off-center loading, which can warp the guides.
The Fix: Inspect the ways and gibs for signs of scoring, heat, or lack of oil. Ensure the automatic lubrication system is functioning and that oil is reaching all critical surfaces. If the ram is bound due to misalignment, you will need to re-align the guides according to the factory specifications. This often requires precision measuring tools and should be performed by a qualified technician.
5. Air Trapped in the Hydraulic System
Air is compressible, whereas hydraulic fluid is not. If air enters the hydraulic lines—often through a loose suction fitting or a low reservoir level—it can create a ‘spongy’ response or prevent the ram from moving altogether. Air pockets can prevent the pressure from building up quickly enough to initiate the return stroke, leading to erratic behavior or a complete stall.
The Fix: Check the hydraulic fluid level in the reservoir; if it’s too low, the pump may be sucking in air. Once the fluid is topped up, you may need to bleed the system. Most hydraulic cylinders have bleed screws at the highest point to allow trapped air to escape. Run the machine through several short cycles to help work the air back to the reservoir where it can dissipate.
Selection Advice: Choosing a Reliable Hydraulic Press
When purchasing a hydraulic press, the goal is to minimize future maintenance headaches. Not all presses are built equal, and selecting a machine with high-quality components can prevent many of the ‘ram not returning’ issues discussed above. Here are key factors to consider when selecting your next piece of metal fabrication equipment:
- Component Quality: Look for machines that utilize world-class hydraulic components, such as Rexroth or Vickers valves, and Schneider or Siemens electronics. These brands offer higher reliability and easier access to spare parts.
- Frame Rigidity: A rigid H-frame or C-frame design prevents the deflection that leads to mechanical binding. HARSLE presses are engineered with high-tensile steel to ensure the ram stays perfectly aligned even under maximum load.
- Advanced Diagnostics: Modern presses equipped with CNC controllers often feature built-in diagnostics. These systems can alert the operator to a specific sensor failure or pressure drop, significantly reducing troubleshooting time.
- Ease of Maintenance: Choose a design where valves, filters, and pumps are easily accessible. If a machine is difficult to service, routine maintenance is often neglected, leading to the very failures we are trying to avoid.
By investing in a high-quality machine from a reputable manufacturer like HARSLE, you are not just buying a tool; you are buying peace of mind. Our machines are designed with redundant safety features and robust hydraulic circuits to ensure consistent performance in the most demanding industrial environments.
Troubleshooting Summary Table
| Symptom | Potential Cause | Recommended Action |
|---|---|---|
| Ram stays at bottom, no sound | Electrical signal failure / Solenoid burnt | Check PLC output and solenoid coil voltage. |
| Ram stays at bottom, pump straining | Mechanical binding / Relief valve set too low | Check lubrication and adjust return pressure. |
| Ram returns very slowly | Clogged filter / High oil viscosity | Replace hydraulic filters and check oil grade. |
| Erratic ram movement | Air in the system | Bleed the hydraulic cylinder and check oil level. |
| Ram drops slightly before returning | Check valve leakage | Inspect and clean the non-return/check valves. |
Frequently Asked Questions (FAQ)
Why does my hydraulic press ram return slowly in the morning?
This is usually due to the temperature of the hydraulic oil. Cold oil has higher viscosity (it is thicker), making it harder for the pump to move it through the valves and lines. As the machine runs and the oil warms up, the viscosity drops, and the ram speed should return to normal. Consider using a tank heater if your workshop is consistently cold.
Can a dirty hydraulic filter cause the ram to stop returning?
Yes. A clogged return-line filter can create excessive backpressure, making it difficult for the oil on the top side of the piston to exit the cylinder. If the oil can’t leave the top, the ram can’t move up. Always follow a strict filter replacement schedule to prevent this.
How often should I lubricate the ram guides?
For high-production environments, ram guides should be lubricated daily or via an automated system that triggers every few cycles. Lack of lubrication is a leading cause of mechanical binding, which can prevent the ram from returning and cause permanent damage to the machine’s precision surfaces.
Is it safe to manually push the valve spool?
Manually overriding a valve (using the manual override pin) should only be done by trained personnel. It is a valid troubleshooting step to determine if the problem is electrical or hydraulic, but it bypasses the machine’s safety logic. Ensure the area is clear and the ram is supported before attempting this.
What type of hydraulic oil should I use?
Always refer to your HARSLE user manual. Typically, an anti-wear hydraulic oil like ISO VG 46 or 68 is used, but this depends on your local climate and the specific requirements of the pump. Using the wrong oil can lead to seal degradation and sluggish performance.
Conclusion
A hydraulic press ram not returning is a significant but usually solvable problem. By systematically checking the electrical controls, hydraulic pressure settings, and mechanical alignment, you can identify the culprit and restore your production line. Remember that prevention is the best cure; regular maintenance, including oil analysis, filter changes, and sensor cleaning, will prevent most of these issues from occurring in the first place.
At HARSLE, we pride ourselves on manufacturing metal fabrication machinery that stands the test of time. Our hydraulic presses are built with precision and equipped with the industry’s most reliable components to minimize downtime. If you are experiencing persistent issues with your current equipment or are looking to upgrade to a more reliable solution, our team of experts is here to help. Proper care and a deep understanding of your machine’s operation will ensure that your hydraulic press remains a productive asset for years to come.











