Why a Laser Cutting Machine Produces Rough Edges and How to Improve Cut Finish

Introduction to Laser Cutting Edge Quality
In the world of precision metal fabrication, the quality of the finished edge is often the primary metric for success. When a laser cutting machine produces rough edges, it not only compromises the aesthetic appeal of the part but also necessitates secondary finishing processes like grinding or deburring, which increase production costs and lead times. Understanding why a laser cutting machine produces rough edges and how to improve cut finish is essential for any operator or business owner looking to maximize efficiency and output quality.
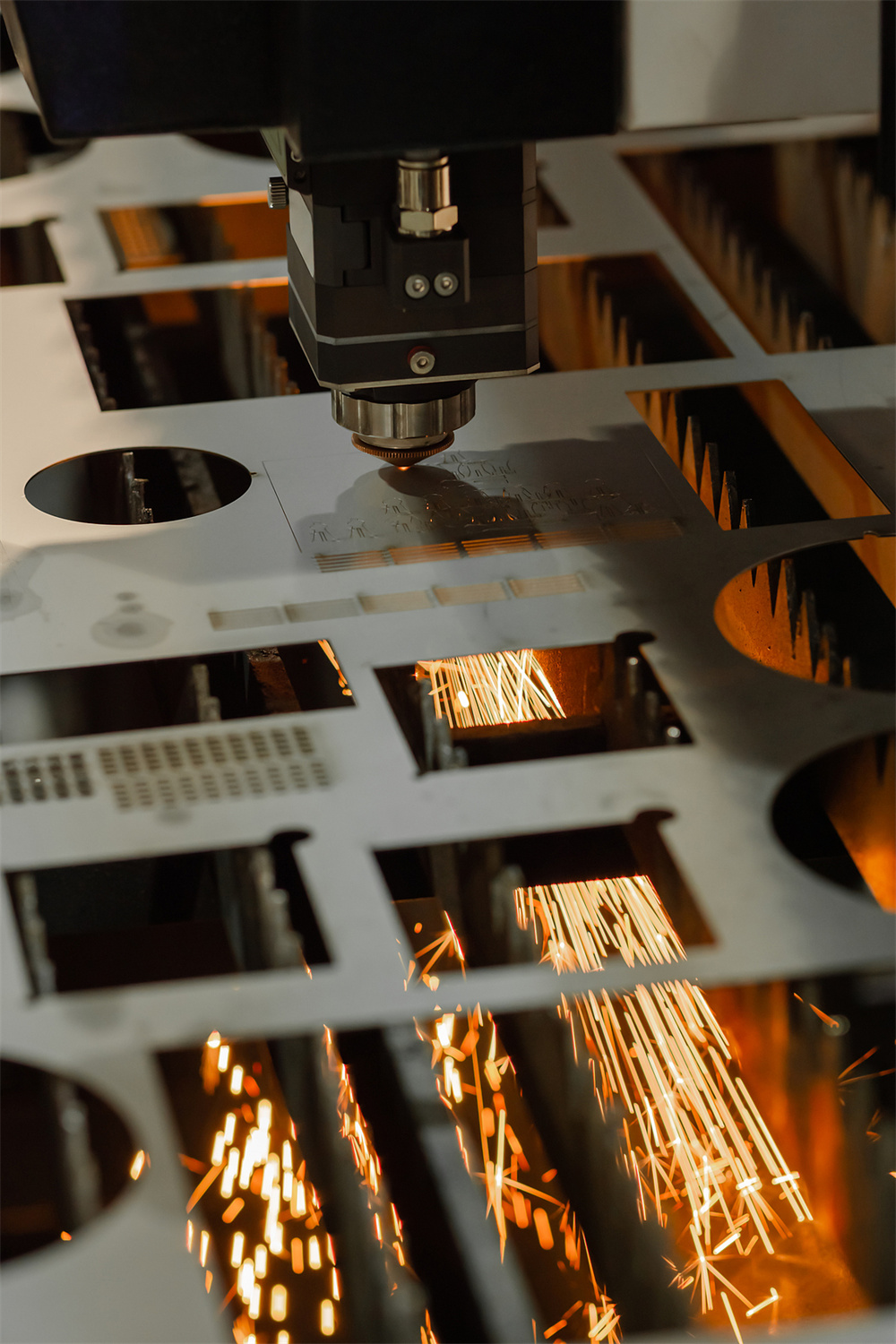
HARSLE, a leader in industrial machinery, recognizes that achieving a ‘mirror finish’ or a smooth, burr-free edge requires a delicate balance of physics, chemistry, and mechanical precision. A fiber laser cutting machine uses a high-energy beam to melt or vaporize material, while an auxiliary gas blows the molten metal away. If any part of this process is out of sync—whether it is the beam focus, the gas pressure, or the travel speed—the result is a rough, striated, or dross-heavy edge. This guide provides a deep dive into the technical variables that influence edge quality and offers actionable solutions to refine your cutting process.
Key Considerations for Edge Roughness
Material Composition and Surface Condition
The first factor to consider when a laser cutting machine produces rough edges is the material itself. Not all metals are created equal. For instance, carbon steel, stainless steel, and aluminum each react differently to the laser beam. Carbon steel often relies on an exothermic reaction with oxygen, which can lead to over-burning if not controlled. Stainless steel, typically cut with nitrogen, requires high pressure to evacuate the melt pool quickly. If the material has surface rust, oil, or a high silicon content, the laser beam’s absorption rate fluctuates, leading to inconsistent melting and a rough finish.
The Role of Auxiliary Gases
Auxiliary gas is perhaps the most critical variable in determining the smoothness of the cut. Oxygen (O2) acts as a fuel, accelerating the melting process through oxidation, which is ideal for thick carbon steel but can leave a rougher, oxidized edge. Nitrogen (N2), on the other hand, is an inert gas used to blow away molten metal without a chemical reaction, resulting in a bright, clean edge on stainless steel and aluminum. If the gas pressure is too low, the molten metal isn’t fully expelled, forming dross (slag) at the bottom. If it is too high, it can cause turbulence in the melt pool, creating wavy striations on the cut surface.
Mechanical Stability and Vibration
The physical construction of the laser cutting machine plays a silent but vital role. High-speed cutting requires a rigid frame and high-quality linear guides. If the machine’s gantry vibrates or if the drive system has backlash, these micro-movements are translated directly onto the edge of the metal. HARSLE machines are engineered with heavy-duty beds and precision components to minimize these vibrations, ensuring that the path of the laser remains perfectly steady even at high accelerations.
Technical Details: Fine-Tuning for a Perfect Finish
Optimizing the Focus Position
The focus position is the most common culprit when a laser cutting machine produces rough edges. The ‘focus’ refers to the point where the laser beam’s diameter is at its smallest and energy density is at its highest. For thin materials, the focus is usually set at or slightly above the surface. For thick materials, a ‘negative focus’ (where the focus point is inside the material) is often required to create a wider kerf, allowing the auxiliary gas to blow out the molten metal more effectively. If the focus is too high, the top of the cut may be wide while the bottom is narrow and rough. If it is too low, you may see heavy dross at the bottom edge.
Balancing Cutting Speed and Laser Power
There is a ‘sweet spot’ for every material thickness where the laser power and cutting speed are perfectly synchronized. If the cutting speed is too fast, the laser doesn’t have enough time to melt through the entire thickness, leading to ‘incomplete cuts’ or heavy, diagonal striations. Conversely, if the speed is too slow, the heat-affected zone (HAZ) becomes too large, causing the material to over-melt and resulting in a thick, rounded, and rough edge. To improve cut finish, operators should perform a ‘speed ramp test’ to identify the maximum speed that still yields a smooth surface.
Nozzle Selection and Alignment
The nozzle directs the auxiliary gas and protects the optics. A damaged or dirty nozzle can distort the gas flow, causing it to hit the melt pool unevenly. Furthermore, the nozzle must be perfectly centered with the laser beam. If the beam is slightly off-center, the gas will push the molten metal to one side more than the other, creating an asymmetrical and rough edge. Regular inspection of the nozzle tip and frequent centering calibrations are mandatory for high-quality finishes.
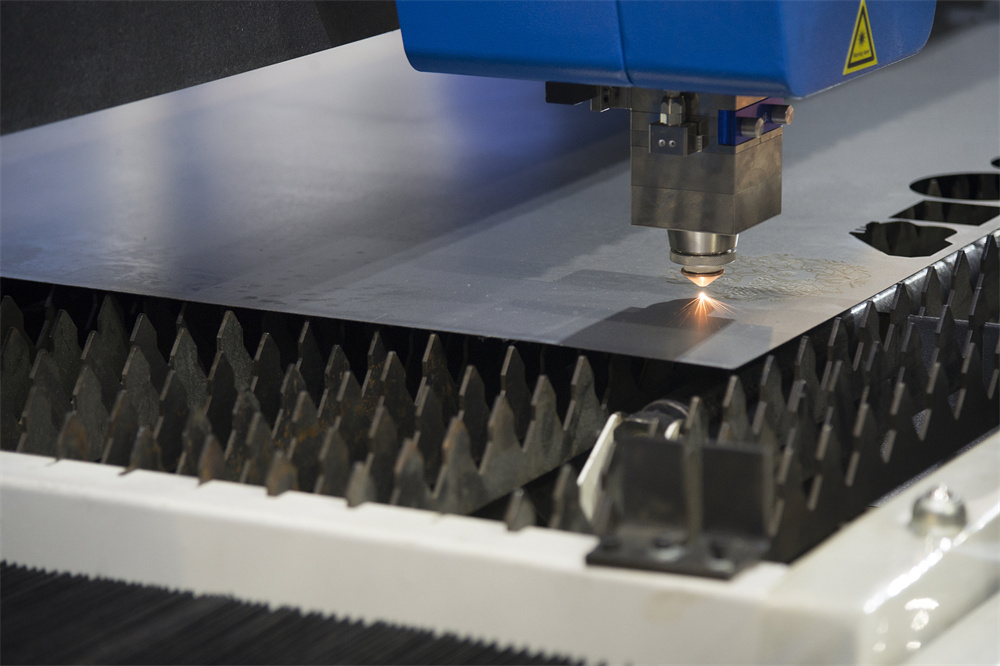
Table: Troubleshooting Edge Quality Issues
| Symptom | Probable Cause | Recommended Solution |
|---|---|---|
| Heavy dross at the bottom | Low gas pressure or too fast speed | Increase gas pressure; decrease speed slightly |
| Rough striations on the side | Incorrect focus or gas turbulence | Adjust focus position; check nozzle for damage |
| Burnt corners | Excessive heat buildup | Use ‘cooling points’ or reduce power at corners |
| Yellowish/Dark edge (Stainless) | Oxygen contamination in Nitrogen | Check gas purity; ensure no leaks in gas lines |
| Inconsistent cut quality | Dirty protective lens or nozzle | Clean or replace optics and nozzle |
Selection Advice: Choosing the Right Machine for Quality
When investing in a laser cutting machine, the hardware specifications directly impact your ability to improve cut finish. Here is what to look for in a HARSLE machine or any industrial fiber laser:
- Laser Source Quality: High-quality sources like IPG or Raycus provide a stable beam with a high BPP (Beam Parameter Product), which is essential for consistent edge quality across different thicknesses.
- Cutting Head Technology: Look for heads with ‘Auto-Focus’ capabilities. Auto-focus allows the machine to adjust the focal point dynamically during the cutting process, which is vital when moving between different materials or thicknesses.
- Control System: Advanced CNC systems (like CypCut) offer features such as ‘Power Frequency Control,’ which automatically adjusts the laser power based on the current speed, preventing over-burning during deceleration at corners.
- Bed Rigidity: A plate-welded or cast-iron bed provides the thermal stability and vibration damping needed to prevent ‘ghosting’ or ripples on the cut edge.
For businesses focusing on high-end aesthetics, such as kitchenware or architectural signage, selecting a machine with a higher power rating than strictly necessary can actually improve finish. A 6kW laser cutting a 10mm plate will often produce a smoother edge than a 3kW laser pushed to its limit on the same material, as the higher power allows for faster speeds and a smaller heat-affected zone.
Maintenance Tips to Sustain Edge Quality
Even the best laser cutting machine will produce rough edges if maintenance is neglected. To improve cut finish over the long term, follow these steps:
- Daily Optics Check: The protective lens is the last barrier before the laser hits the metal. Even a tiny speck of dust can absorb laser energy, heat up, and distort the beam profile. Clean the lens daily in a dust-free environment.
- Gas Line Integrity: Ensure that your nitrogen or oxygen lines are free of moisture and oil. Contaminated gas is a leading cause of poor edge finish and lens damage.
- Check the Slat Condition: If the copper or steel slats on the cutting bed are covered in thick slag, the laser can reflect back (back-reflection), damaging the underside of the workpiece and creating rough spots. Clean or replace slats regularly.
- Lubrication of Motion Parts: Ensure the X, Y, and Z axes are well-lubricated. Any ‘stutter’ in the movement will manifest as a ripple on the cut edge.
Frequently Asked Questions (FAQ)
Why does my laser cutting machine produce rough edges on thick carbon steel?
This is usually due to the oxygen-cutting process. When cutting thick carbon steel, the oxygen creates an exothermic reaction. If the pressure is too high or the speed is too slow, the reaction becomes uncontrollable, leading to ‘burning.’ To improve the finish, try reducing the oxygen pressure and using a larger nozzle diameter to soften the gas flow.
Can I get a smooth edge on aluminum with a fiber laser?
Yes, but it is challenging because aluminum is highly reflective and has high thermal conductivity. Using high-pressure nitrogen is the best way to achieve a smooth finish. Ensure your laser has enough power to maintain a high speed, which prevents the heat from spreading and melting the edges excessively.
How does the nozzle height affect the cut finish?
The nozzle height (stand-off distance) affects the stability of the gas flow. Usually, a height of 0.5mm to 1.5mm is ideal. If the nozzle is too far from the plate, the gas disperses before it can effectively clear the melt pool, leading to dross and a rough edge.
Does the frequency of the laser pulse matter?
Absolutely. For piercing and fine-detail cutting, pulse frequency is critical. A higher frequency can lead to a smoother cut in some materials, while a lower frequency with higher peak power is better for others. Modern HARSLE machines allow for precise adjustment of these parameters in the cutting software.
Conclusion: Mastering the Cut
Understanding why a laser cutting machine produces rough edges and how to improve cut finish is a journey of continuous optimization. By mastering the relationship between focus, gas dynamics, and mechanical precision, operators can transform their output from ‘acceptable’ to ‘exceptional.’ Whether you are working with thin stainless steel or thick carbon plates, the principles remain the same: maintain your equipment, understand your material, and never stop fine-tuning your parameters.
HARSLE remains committed to providing the metal fabrication industry with the tools and knowledge necessary to achieve perfection. By choosing high-quality fiber laser technology and following the best practices outlined in this guide, you can ensure that every part leaving your shop floor meets the highest standards of edge quality and precision.











