Hydraulic Press Troubleshooting Guide: Common Problems and How to Fix Them

Introduction to Hydraulic Press Troubleshooting
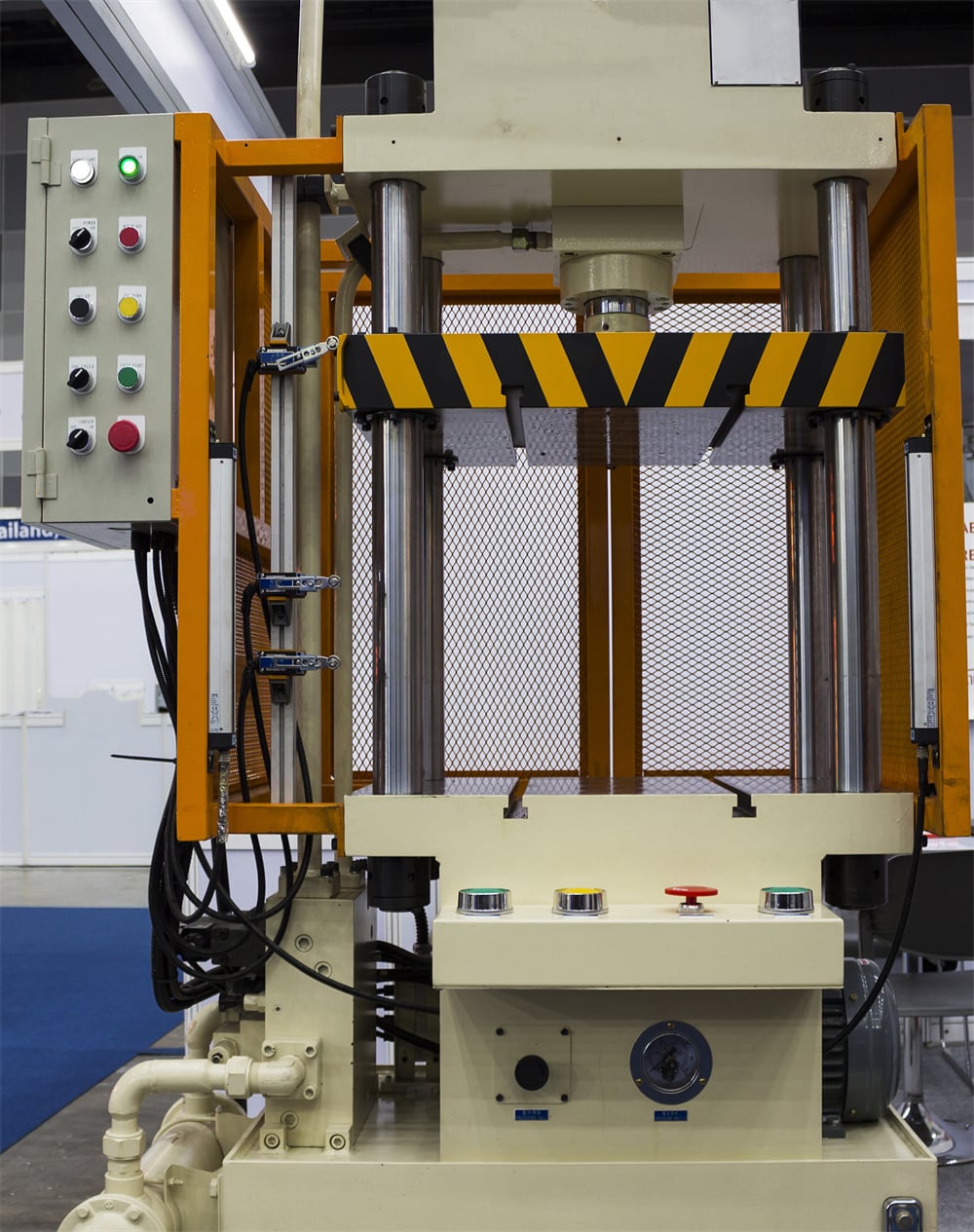
In the high-stakes world of metal fabrication, the hydraulic press stands as a cornerstone of production. Whether it is used for deep drawing, punching, forging, or assembly, a hydraulic press is a powerhouse of force and precision. However, like any complex industrial machinery, these systems are susceptible to wear, tear, and operational glitches. When a press goes down, production lines stall, deadlines are missed, and costs begin to mount. This is why mastering Hydraulic Press Troubleshooting : Common Problems Fix Them is essential for any facility manager or machine operator.
At HARSLE, we understand that a machine is only as good as its uptime. Our hydraulic presses are engineered for durability, but environmental factors, improper maintenance, and long-term fatigue can eventually lead to performance issues. Troubleshooting is not just about fixing what is broken; it is about understanding the underlying mechanics of fluid power to prevent future failures. By identifying symptoms early—such as a slight change in cycle time or a new vibration—you can intervene before a minor adjustment becomes a catastrophic component failure.
This guide is designed to be a comprehensive resource for identifying, diagnosing, and rectifying the most frequent issues encountered in hydraulic press operation. From the intricacies of hydraulic circuits to the nuances of electrical control systems, we will explore the technical depths of these machines. By the end of this article, you will have a robust framework for maintaining your HARSLE equipment and ensuring it delivers peak performance for years to come.
Key Considerations Before You Begin Troubleshooting
Before diving into the technical specifics, it is crucial to establish a foundation of safety and systematic diagnosis. Hydraulic systems operate under immense pressure—often exceeding 3,000 PSI—which can be lethal if handled incorrectly. The first rule of Hydraulic Press Troubleshooting : Common Problems Fix Them is to never work on a pressurized system. Always ensure the ram is blocked or fully lowered, the power is locked out (LOTO), and the pressure gauges read zero before loosening any fittings.
Another key consideration is the environment in which the press operates. Is the shop floor excessively dusty? Is the ambient temperature fluctuating wildly? Contamination is the leading cause of hydraulic failure, accounting for nearly 80% of all system issues. Small particles can score cylinder walls, clog valve orifices, and accelerate pump wear. Therefore, maintaining a clean workspace and following strict fluid filtration protocols is not just a recommendation; it is a necessity for machine longevity.
Furthermore, documentation is your best friend during troubleshooting. Keeping a detailed log of machine behavior, oil change intervals, and previous repairs allows you to spot patterns. If a specific valve fails every six months, the problem likely isn’t the valve itself but a systemic issue like excessive heat or vibration. Before you start turning wrenches, review the machine’s hydraulic schematic and electrical diagrams. Understanding the flow of oil and the logic of the PLC (Programmable Logic Controller) will save hours of trial-and-error guesswork.
Technical Details: Common Problems and Solutions
1. Excessive Noise and Vibration
Unusual sounds are often the first warning sign of a hydraulic problem. A healthy hydraulic press should operate with a consistent, rhythmic hum. If you hear banging, knocking, or high-pitched whining, something is wrong. The two most common causes of noise are cavitation and aeration.
Cavitation occurs when the pump cannot get enough oil, creating a vacuum that causes vapor bubbles to form and then implode violently. This sounds like marbles rattling inside the pump. To fix this, check for clogged suction filters, restricted intake lines, or oil that is too thick for the cold start-up temperature. Aeration, on the other hand, happens when air enters the system from the outside, often through a leaky shaft seal or a loose fitting on the suction side. This produces a high-pitched scream. Ensure all connections are tight and the reservoir oil level is sufficient to prevent air from being sucked into the intake.
2. Overheating of Hydraulic Fluid
Heat is the enemy of hydraulic systems. When oil temperatures exceed 140°F (60°C), the fluid begins to break down, losing its lubricating properties and damaging seals. Overheating is often caused by internal leakage, where high-pressure oil escapes back to the reservoir without doing work, generating heat in the process.
To troubleshoot overheating, first inspect the cooling system. If your HARSLE press uses an air-cooled heat exchanger, ensure the fins are clean and the fan is operational. For water-cooled systems, check for scale buildup or restricted water flow. Additionally, check the relief valve settings. If the relief valve is set too low or is stuck partially open, it will constantly bypass oil, creating a massive amount of heat. Using an infrared thermometer to scan valves and hoses can help you pinpoint where the heat is being generated.
3. Loss of Pressure or Tonnage
If your press is failing to reach its rated tonnage or the ram moves sluggishly under load, you are experiencing a pressure loss. This can be frustrating, as the cause could be anywhere from the pump to the final actuator. Start by checking the pump’s output. If the pump is worn, it may provide flow at low pressure but fail to maintain volume as the resistance (pressure) increases.
Next, inspect the directional control valves and pressure relief valves. A piece of debris as small as a grain of sand can prevent a valve poppet from seating correctly, allowing pressure to bleed off. If the pump and valves are functioning, the issue may be internal leakage within the hydraulic cylinder. If the piston seals are worn, oil will bypass the piston, preventing the build-up of force. A simple test is to extend the cylinder, stall it against a stop, and check the return line for excessive flow.
4. Ram Drifting or Creeping
Ram drift occurs when the press slide moves downward when it should be held in a stationary position. This is a significant safety hazard and affects the precision of the work. Drift is almost always caused by a leak—either external or internal. Check for visible oil leaks around the cylinder rod or manifold blocks.
If no external leaks are found, the problem is likely a leaking check valve or a worn directional valve spool. In many HARSLE presses, pilot-operated check valves are used to lock the ram in place. If these valves are contaminated or the springs are weak, they will allow oil to slowly return to the tank, causing the ram to creep. Replacing the seals or cleaning the valve seats usually resolves this issue.
Selection Advice: Choosing the Right Press to Minimize Maintenance
When purchasing a new hydraulic press, the decisions you make during the selection process will directly impact your future troubleshooting workload. At HARSLE, we advise customers to look beyond the initial price tag and consider the “maintainability” of the machine. A well-designed press should have accessible components, clear labeling, and high-quality filtration systems.
- Frame Rigidity: Choose a press with a frame rated for higher than your required tonnage. A rigid frame (like an H-frame or 4-column press) minimizes deflection, which in turn reduces side-loading on the cylinders and extends seal life.
- Control Systems: Modern CNC and PLC controls offer diagnostic screens that can tell you exactly which sensor or valve is malfunctioning. Investing in a press with advanced electronics can reduce troubleshooting time from hours to minutes.
- Component Standardization: Ensure the press uses standard, high-quality hydraulic components (such as Rexroth or Vickers). This makes finding replacement parts much easier and ensures that technical documentation is readily available.
- Filtration and Cooling: Never skimp on the cooling and filtration package. A press with an oversized reservoir and high-efficiency kidney-loop filtration will suffer far fewer problems than a compact unit that runs hot and dirty.
By selecting a machine that fits your specific application—whether it’s a high-speed stamping line or a heavy-duty forging shop—you ensure that the components are not being pushed beyond their design limits. Overloading a machine is the fastest way to trigger the problems discussed in this Hydraulic Press Troubleshooting Guide Common Problems And How To Fix Them.
Maintenance Checklist for Hydraulic Presses
To prevent the need for extensive troubleshooting, follow this routine maintenance schedule. Consistency is the key to industrial reliability.
| Frequency | Task | Description |
|---|---|---|
| Daily | Check Oil Levels | Ensure the reservoir is full; low oil leads to aeration and overheating. |
| Daily | Inspect for Leaks | Wipe down the machine and look for fresh oil spots on the floor or frame. |
| Weekly | Check Filter Indicators | Replace filter elements if the bypass indicator shows red. |
| Monthly | Grease Guide Rails | Ensure the ram moves smoothly to prevent mechanical binding. |
| Quarterly | Oil Analysis | Send a sample to a lab to check for water, metal particles, and chemical breakdown. |
| Annually | System Flush | Drain the reservoir, clean the interior, and refill with fresh, filtered oil. |
Frequently Asked Questions (FAQ)
Why is my hydraulic press moving slower than usual?
Slow operation is typically caused by a reduction in flow. Check for a clogged suction strainer, a failing pump, or a flow control valve that has been incorrectly adjusted. In some cases, the oil may be too cold and thick, or the motor may not be reaching its full RPM due to electrical issues.
How often should I change the hydraulic oil?
While many manufacturers suggest every 2,000 to 4,000 hours of operation, the best practice is to base changes on oil analysis. If the oil is clean and the additive package is still active, you may be able to extend the interval. Conversely, if the oil is oxidized or contaminated, it must be changed immediately regardless of hours.
What causes the hydraulic pump to fail prematurely?
The three biggest killers of pumps are contamination (dirt), cavitation (lack of oil), and over-pressurization. Ensuring your oil is clean and your relief valves are set correctly will significantly extend the life of your pump.
Can I use any type of hydraulic oil in my HARSLE press?
No. You must use the viscosity grade (e.g., ISO VG 32, 46, or 68) recommended in your manual. Using the wrong oil can lead to sluggish performance in cold weather or excessive wear and overheating in hot weather.
Is it normal for the hydraulic tank to be hot to the touch?
It is normal for the tank to be warm (around 110°F to 120°F), but it should never be so hot that you cannot keep your hand on it. If the temperature exceeds 140°F, you need to investigate the cooling system or check for internal leaks.
Conclusion
Mastering Hydraulic Press Troubleshooting : Common Problems Fix Them is an ongoing process of observation, education, and proactive care. By understanding the common pitfalls—such as air ingestion, fluid degradation, and valve contamination—you can transform your maintenance department from a reactive “firefighting” unit into a proactive force for productivity. A well-maintained HARSLE hydraulic press is a testament to engineering excellence, but it requires the partnership of a skilled operator to reach its full potential.
Remember that safety is paramount. Never take shortcuts when dealing with high-pressure hydraulics. By following the guidelines laid out in this guide, utilizing the provided maintenance checklist, and choosing the right equipment from the start, you can minimize downtime and maximize the return on your investment. For more technical support or to explore our latest range of high-performance metal fabrication machinery, contact the HARSLE team today. We are dedicated to providing the tools and knowledge you need to succeed in the competitive world of industrial manufacturing.











