How Laser Cutting Machines Reduce Waste in Metal Part Production: A Comprehensive Guide

Introduction to Sustainable Metal Fabrication
In the modern manufacturing landscape, efficiency is no longer just about speed; it is about the intelligent use of resources. As material costs for stainless steel, aluminum, and specialized alloys continue to fluctuate, fabricators are under increasing pressure to minimize scrap and maximize yield. This is where the role of advanced machinery becomes pivotal. Specifically, understanding how laser cutting machines reduce waste in metal part production has become a cornerstone for businesses aiming to improve their bottom line while adhering to sustainable manufacturing practices.
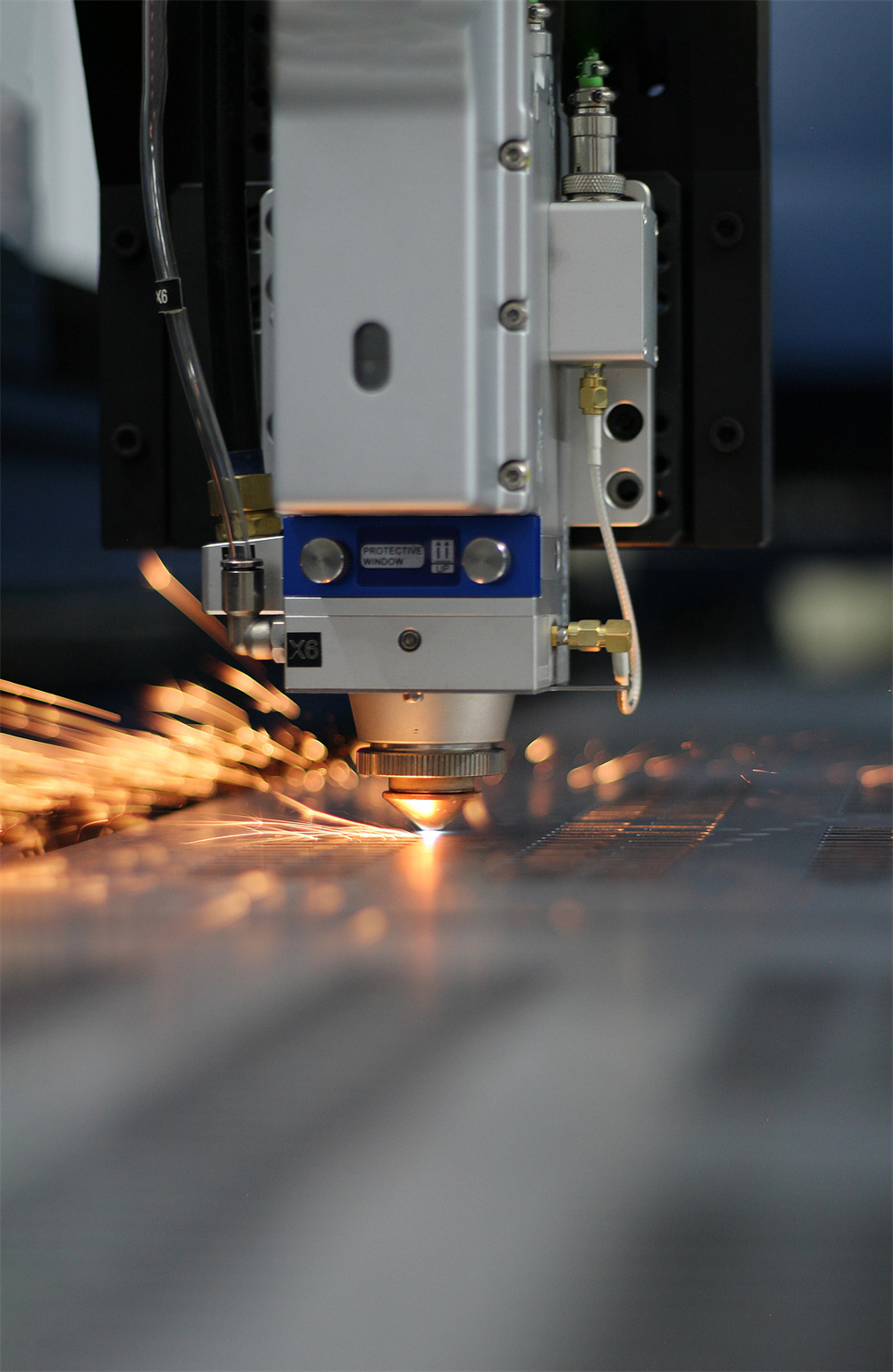
HARSLE, a leader in metal fabrication technology, recognizes that waste reduction is a multi-faceted challenge. It involves precision engineering, sophisticated software integration, and optimized workflows. Laser cutting technology, particularly fiber laser systems, offers a level of accuracy and material utilization that traditional methods like plasma cutting or mechanical shearing simply cannot match. By concentrating high-energy light into a microscopic focal point, these machines can execute complex geometries with minimal kerf, allowing parts to be nested closer together than ever before.
Application Scenarios for Waste-Conscious Production
The application of laser cutting technology spans across various high-stakes industries where material integrity and cost-efficiency are paramount. In the automotive sector, for instance, the push for lightweighting requires the use of high-strength steels and aluminum. These materials are expensive, and any waste generated during the blanking process represents a significant financial loss. Laser cutting machines allow for intricate nesting of body panels and structural components, ensuring that the ‘skeleton’ of the sheet metal is kept to an absolute minimum.
In the aerospace and medical device industries, the focus shifts toward precision and the reduction of ‘reject’ waste. When producing surgical instruments or turbine components, even a fraction of a millimeter in deviation can result in a part being scrapped. Laser cutting’s non-contact nature ensures there is no mechanical deformation, which reduces the number of defective parts that end up in the bin. Furthermore, the ability to cut complex shapes without needing custom tooling means that prototype waste is significantly reduced, as designs can be iterated digitally and cut immediately.
General job shops also benefit immensely. These facilities often handle a diverse range of projects daily. The versatility of a fiber laser allows them to switch between different materials and thicknesses without the need for physical tool changes. This flexibility reduces the ‘setup waste’—the material often lost during the calibration of older, mechanical systems. Whether it is decorative architectural panels or heavy-duty industrial brackets, the laser ensures that every square inch of the raw material is utilized to its fullest potential.
Material and Process Requirements
To effectively reduce waste, one must understand the relationship between the laser and the material. Different metals react differently to laser energy, and optimizing these parameters is key to preventing dross, slag, and thermal distortion—all of which contribute to material waste. For example, when cutting carbon steel, the use of oxygen as a cutting gas facilitates an exothermic reaction that speeds up the process but can leave an oxide layer. If not managed correctly, this layer might require secondary grinding, which removes more material and adds labor costs.
Stainless steel and aluminum are typically cut using nitrogen. This high-pressure inert gas blows away the molten metal, leaving a clean, shiny edge that requires no further processing. By eliminating the need for secondary finishing, the ‘process waste’ (time, energy, and abrasive materials) is drastically reduced. Additionally, the thickness of the material dictates the focal length and power required. Modern HARSLE laser systems feature auto-focusing heads that adjust in real-time, ensuring that the first cut is as perfect as the last, thereby eliminating the ‘trial and error’ scrap common in manual operations.
Key Material Considerations:
- Reflective Metals: Materials like copper and brass require fiber lasers with specific beam characteristics to prevent back-reflection, which could damage the machine and waste the workpiece.
- Surface Quality: Clean, oil-free sheets result in better beam absorption and less spatter, further preserving the integrity of the surrounding material.
- Heat Management: For thin materials, high-speed cutting is essential to prevent warping. A warped sheet can cause the cutting head to collide or the parts to shift, leading to a total loss of the sheet.
Recommended Machine Configuration for Maximum Yield
Not all laser machines are created equal when it comes to waste reduction. To truly optimize how laser cutting machines reduce waste in metal part production, certain hardware and software configurations are essential. At the heart of the system is the laser source. Fiber lasers are preferred over CO2 lasers for metal because of their smaller spot size and higher energy density. A smaller spot size means a narrower kerf (the width of the cut), which allows parts to be placed just millimeters apart.
The motion system is equally important. High-precision linear motors and robust gantry designs ensure that the machine maintains its accuracy even at high speeds. If a machine vibrates or loses positioning by even 0.1mm, the parts may overlap or fail to meet tolerances, resulting in scrap. Furthermore, an exchange table system is recommended for high-volume production. This allows the operator to unload finished parts and load a new sheet while the machine is still cutting, reducing idle time and ensuring the thermal stability of the machine environment.
| Feature | Recommended Specification | Waste Reduction Benefit |
|---|---|---|
| Laser Source | Fiber Laser (3kW – 20kW) | Narrower kerf and higher precision. |
| Cutting Head | Auto-focus with Anti-collision | Prevents part damage and reduces setup scrap. |
| Nesting Software | AI-driven Auto-nesting | Maximizes sheet utilization up to 90%+. |
| Control System | CypCut or similar CNC | Real-time monitoring to prevent cutting errors. |
| Gas Control | Proportional Valve System | Reduces gas consumption and prevents dross. |
The Optimized Workflow: From Design to Finished Part
The journey to zero waste begins long before the laser touches the metal. It starts in the CAD/CAM office. The workflow for a waste-efficient laser cutting operation involves several critical steps. First, the digital design must be optimized for laser cutting. This includes removing unnecessary lines and ensuring that the geometry is ‘closed.’ Once the design is ready, it is imported into nesting software. This software is perhaps the most powerful tool in the arsenal for reducing waste.
Modern nesting algorithms can rotate and interlock parts of different shapes to fit them onto a single sheet like a complex puzzle. Techniques such as ‘common-line cutting’ allow two parts to share a single cut line, which not only saves time but also reduces the amount of material turned into dust. After nesting, the software generates a toolpath that minimizes the ‘travel time’ of the laser head. This prevents excessive heat buildup in one area of the sheet, which could lead to thermal expansion and part misalignment.
During the actual cutting process, sensors monitor the height of the nozzle above the material. If the sheet is slightly bowed, the sensor adjusts the head instantly. This prevents ‘tip-ups,’ where a small part tilts after being cut and strikes the moving head. A tip-up can ruin an entire sheet of parts if the machine loses its zero-point. Finally, the sorting process is the last stage. Automated unloading systems can carefully pick parts and stack them, ensuring that no parts are scratched or damaged during the transition from the machine to the next stage of production.
Productivity and Sustainability Benefits
The transition to high-precision laser cutting brings about a paradigm shift in productivity. When we discuss how laser cutting machines reduce waste in metal part production, we must look beyond just the scrap metal. Energy efficiency is a major factor. Fiber lasers convert electricity into light much more efficiently than CO2 lasers, leading to lower utility bills and a smaller carbon footprint. Because the cutting speed is significantly higher, the energy consumed per part is drastically reduced.
Another benefit is the reduction in secondary operations. Traditional cutting methods often leave burrs or rough edges that require sanding, deburring, or milling. Each of these steps consumes more energy, requires more labor, and generates its own form of waste (such as used abrasive belts or metal shavings). Laser-cut parts are often ‘ready-to-assemble,’ meaning they can go straight from the cutting bed to the welding or painting station. This streamlined flow reduces the ‘Work in Progress’ (WIP) inventory, which is a form of lean manufacturing waste.
Furthermore, the data generated by modern CNC laser machines allows for better inventory management. Fabricators can track exactly how much material was used for a specific job and how much remains in the ‘remnant’ pile. Instead of throwing away large offcuts, the nesting software can save these irregular shapes in a database and use them for smaller parts in future jobs. This ‘remnant tracking’ can increase overall material utilization by an additional 5-10% over a year.
Case Example: Reducing Scrap in a Heavy Machinery Plant
Consider a mid-sized manufacturer of agricultural equipment that previously relied on a combination of mechanical shearing and plasma cutting. Their average material utilization rate was hovering around 65%, meaning 35% of every steel plate purchased ended up as scrap. By implementing a HARSLE high-power fiber laser cutting machine equipped with advanced AI nesting software, the company transformed its production line.
In the first six months, the manufacturer was able to increase material utilization to 82%. The precision of the laser allowed them to nest small brackets inside the large openings of tractor frames—parts that were previously cut from separate sheets. Additionally, the ‘common-line cutting’ feature reduced their gas consumption by 15% and shortened the overall cutting time by 20%. The most significant saving, however, came from the elimination of the deburring station. The clean edges produced by the fiber laser meant that parts could be welded immediately, saving the company over 40 man-hours per week. This case illustrates that the investment in laser technology pays for itself not just through speed, but through the comprehensive reduction of waste across the entire production cycle.
Frequently Asked Questions (FAQ)
1. How does kerf width affect material waste?
The kerf is the width of the material removed during the cutting process. Laser cutting has an extremely narrow kerf (typically 0.1mm to 0.3mm), whereas plasma or waterjet cutting has a much wider kerf. A narrower kerf allows parts to be placed closer together on the sheet, directly increasing the number of parts you can get from a single piece of metal.
2. Can laser cutting machines handle ‘remnants’ or odd-shaped scrap?
Yes. Advanced CNC controllers and nesting software allow operators to scan or input the dimensions of an irregular remnant sheet. The software then fits the required parts into that specific shape, ensuring that even small pieces of leftover material are utilized rather than discarded.
3. Does the type of cutting gas impact waste?
Absolutely. Using the wrong gas or incorrect pressure can lead to ‘dross’ (hardened molten metal) sticking to the bottom of the cut. This dross often requires manual removal, which can damage the part or require extra labor. Using high-purity nitrogen for stainless steel and optimized oxygen pressure for carbon steel ensures a clean cut the first time.
4. How does ‘common-line cutting’ work?
Common-line cutting is a technique where two adjacent parts share a single cut path. Instead of the laser traveling around the perimeter of each part separately, it cuts the shared edge once. This reduces the total cutting distance, saves gas, and minimizes the amount of material turned into dust.
5. Is fiber laser more efficient than CO2 laser for waste reduction?
In most metal applications, yes. Fiber lasers have a smaller wavelength, which allows for a tighter focus and better absorption in metals. This results in faster speeds and a smaller heat-affected zone (HAZ), which prevents the surrounding material from warping or losing its structural properties.
Conclusion: Partnering with HARSLE for Efficient Production
Reducing waste is a journey of continuous improvement. By understanding how laser cutting machines reduce waste in metal part production, manufacturers can make informed decisions that lead to higher profitability and a more sustainable future. From the initial design phase to the final sorting of parts, every step in the laser cutting workflow is designed to squeeze the maximum value out of every sheet of metal.
HARSLE is committed to providing the tools and expertise necessary to achieve these goals. Our range of fiber laser cutting machines is engineered for precision, reliability, and ease of use. With integrated software solutions and robust hardware configurations, HARSLE machines empower you to minimize scrap, reduce energy consumption, and deliver high-quality parts to your customers faster than ever before. If you are ready to optimize your production and eliminate unnecessary waste, contact HARSLE today for a consultation and discover the perfect laser solution for your business.











