How to Improve Edge Quality with a Laser Cutting Machine in Sheet Metal Processing

Technical Overview of Edge Quality in Laser Cutting
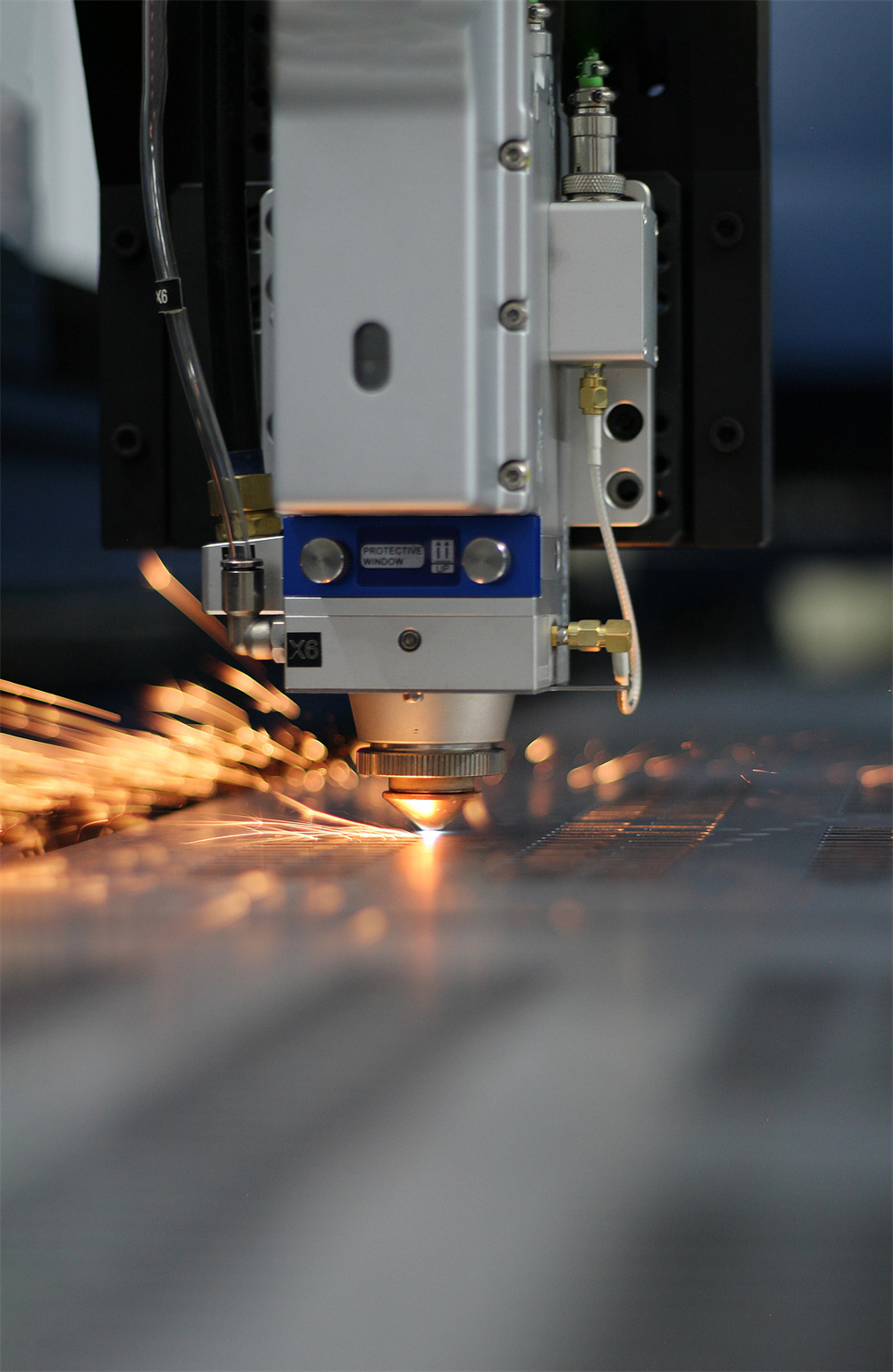
In the realm of modern manufacturing, the ability to improve edge quality a laser cutting machine in sheet metal processing is a defining factor for operational success. Edge quality is not merely an aesthetic concern; it directly impacts the structural integrity of the part, the ease of subsequent welding or painting processes, and the overall cost of production by eliminating the need for secondary finishing. When we discuss edge quality, we are primarily looking at three factors: surface roughness (striations), the presence of dross (slag), and the width of the heat-affected zone (HAZ).
The physics of laser cutting involves a high-energy beam focused onto a small spot, melting or vaporizing the material. Simultaneously, a coaxial assist gas stream blows the molten material out of the kerf. The interaction between the laser beam’s energy density, the material’s thermal conductivity, and the kinetic energy of the assist gas determines the final edge state. For fiber laser cutting machines, which operate at a wavelength of approximately 1.06 microns, the absorption rate in metals is high, allowing for rapid processing but also requiring precise control to prevent overheating and edge degradation.
To achieve a ‘mirror-like’ finish or a burr-free edge, operators must synchronize the mechanical movement of the gantry with the optical output of the laser source. Any vibration in the machine frame or inconsistency in the beam delivery system will manifest as visible ripples on the cut edge. Therefore, improving edge quality starts with a robust machine design and extends into the fine-tuning of software-controlled parameters. As sheet metal thicknesses increase, the challenge of maintaining a clean edge grows, necessitating a deeper understanding of fluid dynamics and thermodynamics within the cutting kerf.
Core Parameters Influencing Edge Quality
To effectively improve edge quality a laser cutting machine in sheet metal processing, one must master the five core parameters: laser power, cutting speed, focus position, assist gas pressure, and nozzle geometry. Each of these variables acts in concert; changing one often requires an adjustment in another to maintain equilibrium.
1. Laser Power and Pulse Frequency
Laser power determines the maximum thickness a machine can cut and the speed at which it can operate. However, simply using maximum power is not always the solution for edge quality. For thinner materials, excessive power can lead to ‘over-burning,’ where the heat spreads too far from the cut line, resulting in a rounded top edge and a wide HAZ. Conversely, insufficient power leads to incomplete melting, causing heavy dross at the bottom. Pulse frequency also plays a role, especially in intricate geometries or sharp corners, where continuous wave (CW) output might dump too much heat into a small area.
2. Cutting Speed Optimization
Speed is perhaps the most visible variable. If the speed is too high, the laser doesn’t have enough time to melt the material through its entire thickness, leading to ‘incomplete penetration’ or drag lines that slant backward. If the speed is too low, the laser dwells too long, causing the kerf to widen and the assist gas to become turbulent, which results in a rough, grainy edge. The ‘sweet spot’ is where the drag lines are nearly vertical and the dross is non-existent.
3. Focus Position Management
The focus position refers to where the beam’s smallest diameter (the waist) is located relative to the material surface. For thin stainless steel cut with nitrogen, the focus is often deep inside the material or even near the bottom to help ‘push’ the melt out. For thick carbon steel cut with oxygen, the focus is usually slightly above the surface to create a wider kerf that allows the exothermic reaction to proceed efficiently. Incorrect focus is the leading cause of ‘bearding’ or stubborn dross.
4. Assist Gas Selection and Pressure
The choice of gas—Oxygen, Nitrogen, or Compressed Air—changes the chemical nature of the cut. Oxygen acts as an accelerant, creating an exothermic reaction that adds heat, ideal for thick carbon steel but leaving an oxide layer. Nitrogen is inert; it simply blows the melt away, resulting in a clean, oxide-free edge perfect for stainless steel and aluminum. The pressure must be high enough to clear the kerf but not so high that it causes turbulence, which creates ‘striations’ or wavy patterns on the edge.
5. Nozzle Type and Condition
The nozzle directs the assist gas and centers it around the laser beam. A damaged or off-center nozzle will cause an asymmetrical gas flow, leading to dross on one side of the cut and a clean edge on the other. Using a double nozzle for oxygen cutting helps stabilize the flow, while a single nozzle is standard for high-pressure nitrogen cutting. Regular inspection of the nozzle tip for spatters is essential to improve edge quality a laser cutting machine in sheet metal processing.
Calculation Method for Optimal Cutting Parameters
While many modern HARSLE machines come with pre-installed parameter libraries, understanding the underlying calculations helps in troubleshooting unique alloys. One of the most critical calculations is the Power Density (Pd), which is the laser power divided by the area of the focal spot. Pd = P / (π * r²). A higher power density allows for faster cutting and a narrower HAZ.
Another vital metric is the Heat Input (HI), calculated as HI = (Power / Speed). To minimize the heat-affected zone and prevent edge warping, the goal is to minimize HI while still ensuring a clean separation. For example, if you increase power by 20%, you should ideally increase speed by at least 20% to keep the heat input stable. Furthermore, the Gas Flow Rate can be estimated based on nozzle diameter and pressure, ensuring that the kinetic energy of the gas is sufficient to overcome the surface tension of the molten metal.

Parameter Table for Common Materials
The following table provides a baseline for optimizing your HARSLE laser cutting machine. Note that these values may vary based on the specific laser source (IPG, Raycus, nLight) and the purity of the assist gas.
| Material | Thickness (mm) | Laser Power (W) | Speed (m/min) | Gas Type | Pressure (Bar) | Focus (mm) |
|---|---|---|---|---|---|---|
| Carbon Steel | 2.0 | 2000 | 6.0 – 8.0 | Oxygen | 0.5 – 1.0 | +1.0 |
| Carbon Steel | 10.0 | 4000 | 1.2 – 1.5 | Oxygen | 0.4 – 0.7 | +3.0 |
| Stainless Steel | 2.0 | 2000 | 15.0 – 20.0 | Nitrogen | 12.0 – 15.0 | -1.0 |
| Stainless Steel | 6.0 | 6000 | 4.0 – 6.0 | Nitrogen | 16.0 – 18.0 | -3.5 |
| Aluminum Alloy | 3.0 | 3000 | 10.0 – 12.0 | Nitrogen | 14.0 – 16.0 | -2.0 |
| Brass | 2.0 | 3000 | 12.0 – 15.0 | Nitrogen | 16.0 – 18.0 | -1.5 |
Common Engineering Mistakes in Edge Quality Control
Even with high-end equipment, certain common mistakes can hinder your efforts to improve edge quality a laser cutting machine in sheet metal processing. Recognizing these early can save hours of scrap and rework.
- Neglecting Protective Lens Maintenance: A dirty or pitted protective lens scatters the laser beam, reducing power density. This results in a ‘fuzzy’ beam that cannot produce a sharp edge, often mistaken for a failing laser source.
- Using Low-Purity Assist Gas: For stainless steel, using nitrogen with less than 99.99% purity will result in yellowing or oxidation of the edge. In oxygen cutting, moisture in the lines can cause ‘popping’ and irregular burn marks.
- Incorrect Beam Centering: If the laser beam is not perfectly centered in the nozzle orifice, the gas flow will be uneven. This causes the cut to look great in one direction (e.g., X-axis) but poor in another (e.g., Y-axis).
- Ignoring Material Quality: ‘Laser-grade’ steel has a specific chemical composition and a clean surface. Using rusty, oily, or secondary-market steel with high silicon content will lead to unpredictable results and poor edge consistency.
- Overlooking Worktable Slats: If the copper or steel slats supporting the sheet are heavily coated in slag, the laser can reflect off the slag back onto the underside of the sheet, causing ‘back-reflection’ damage and dross.
Selection Checklist for High-Quality Laser Cutting
When looking to upgrade or purchase a machine to improve edge quality a laser cutting machine in sheet metal processing, use this checklist to ensure the hardware supports your quality goals:
- Machine Bed Stability: Is the frame stress-relieved and heavy enough to dampen vibrations at high speeds? A cast-iron or heavy-duty welded plate frame is preferred.
- Laser Source Quality: Does the source have a stable beam profile (BPP)? Fiber lasers are excellent for thin to medium sheets, while high-power CO2 still holds some advantages for very thick, smooth-edge acrylic or specific wood applications.
- Cutting Head Features: Does the head feature autofocus? Autofocus is critical for maintaining consistency across a large sheet that may have slight undulations.
- Motion Control System: Are the motors and drives high-precision (e.g., Yaskawa or Panasonic)? The interpolation accuracy of the CNC controller determines how smooth circular cuts will be.
- Gas Control Technology: Does the machine use electronic proportional valves for gas pressure? This allows the software to adjust pressure instantly between piercing and cutting cycles.
Frequently Asked Questions (FAQ)
How do I remove dross from the bottom of a laser-cut edge?
Dross is usually caused by a mismatch between speed and focus. If the dross is ‘hard’ and difficult to remove, you are likely cutting too fast or with insufficient gas pressure. If the dross is ‘beaded’ and easy to flick off, you might be cutting slightly too slow. Adjusting the focus position deeper into the material often helps clear dross in nitrogen cutting.
Why is my laser cut edge slanted?
A slanted edge is almost always a sign of a centering issue or a tilted cutting head. Ensure the beam is exiting the exact center of the nozzle. Also, check that the cutting head is perfectly perpendicular to the workpiece. Even a 1-degree tilt can cause a noticeable slant in thicker materials.
Can I get a smooth edge on thick aluminum?
Aluminum is highly reflective and has high thermal conductivity, making it difficult. To improve edge quality a laser cutting machine in sheet metal processing for aluminum, use high laser power, high-pressure nitrogen, and a negative focus. Using a frequency-modulated pulse can also help manage the heat and reduce the ‘grainy’ texture common in aluminum cuts.
What is the difference between a single and double nozzle?
A single nozzle is typically used for high-pressure nitrogen cutting where the gas needs to be a fast, concentrated stream. A double nozzle is used for oxygen cutting; it features an inner and outer part that helps stabilize the oxygen flow, preventing turbulence and ensuring a smoother exothermic reaction in carbon steel.
How often should I calibrate the height sensor?
The height sensor (capacitive sensing) should be calibrated daily or whenever you change the nozzle. Accurate height sensing ensures the nozzle remains at a constant distance (standoff) from the sheet, which is vital for maintaining consistent gas pressure and focus position throughout the cut.











