How Assist Gas Affects Laser Cutting Machine Results In Metal Fabrication

Technical Overview: The Role of Assist Gas in Laser Cutting
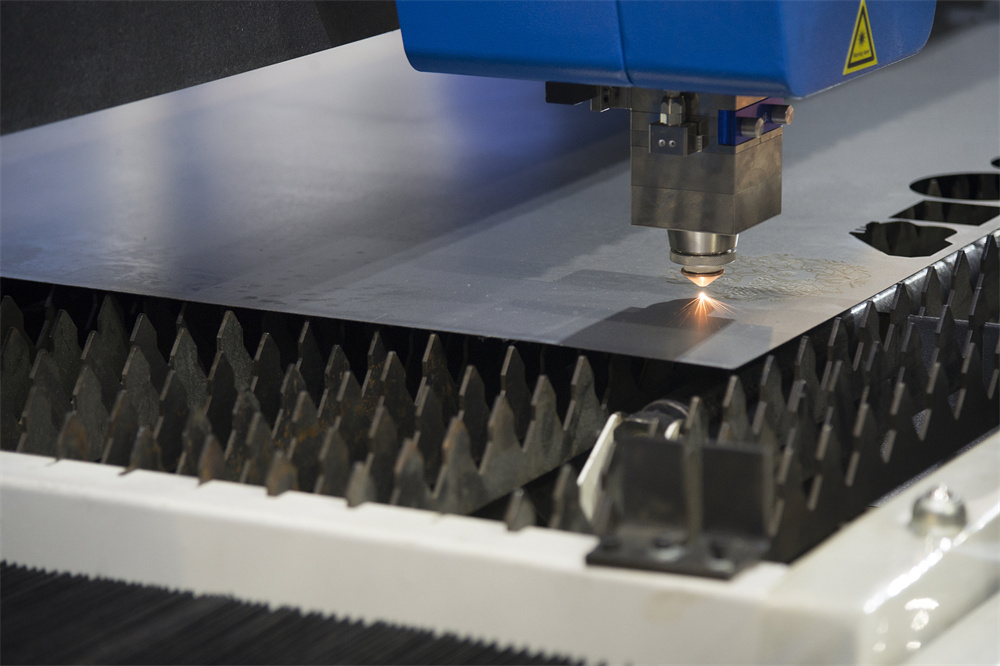
In the realm of modern metal fabrication, the laser cutting machine stands as a pinnacle of precision and efficiency. However, the laser beam itself is only half of the equation. To achieve a clean, high-quality cut, the application of assist gas is indispensable. Understanding how assist gas affects laser cutting machine results in metal fabrication is critical for operators and engineers who aim to optimize production speed, edge quality, and operational costs.
Assist gas serves three primary functions during the laser cutting process. First, it acts as a mechanical force to blow away the molten material (slag or dross) from the kerf, ensuring a clear path for the laser beam. Second, it provides a cooling effect to the area surrounding the cut, which helps minimize the Heat Affected Zone (HAZ) and prevents excessive thermal deformation. Third, depending on the gas used, it can either facilitate a chemical reaction to speed up the cutting process or provide an inert environment to prevent oxidation.
The choice of gas—typically Oxygen (O2), Nitrogen (N2), or Compressed Air—fundamentally changes the physics of the cut. Oxygen cutting relies on an exothermic reaction between the gas and the heated metal, which adds thermal energy to the process, allowing for the cutting of thicker materials with lower laser power. Conversely, Nitrogen cutting is an endothermic process where the gas simply displaces the melt without reacting with the metal, resulting in a clean, oxide-free edge that is essential for subsequent painting or welding processes.
For high-end fabrication shops using HARSLE equipment, mastering the nuances of gas dynamics is the difference between a part that requires extensive post-processing and one that is ready for assembly immediately after cutting. As laser powers continue to rise into the 12kW to 30kW range, the role of assist gas has become even more complex, requiring precise control over flow rates and nozzle aerodynamics to prevent turbulence and ensure consistent results across the entire worktable.
Core Parameters Influencing Cutting Results
When analyzing how assist gas affects laser cutting machine results in metal fabrication, several core parameters must be meticulously managed. These parameters do not act in isolation; rather, they interact with the laser power, cutting speed, and material thickness to determine the final output quality.
1. Gas Type and Purity
The chemical composition of the gas is the most significant factor. Oxygen is generally used for carbon steel, where the oxidation reaction provides up to 30% of the required cutting energy. However, this leaves a dark oxide layer on the cut edge. Nitrogen is the standard for stainless steel and aluminum, providing a bright, metallic finish. The purity of the gas is equally vital; even a 0.1% drop in Nitrogen purity can lead to yellowing or dross formation on stainless steel edges, significantly impacting the aesthetic and functional quality of the part.
2. Gas Pressure (Bar/PSI)
Pressure determines the kinetic energy of the gas stream. High-pressure Nitrogen (typically 12-20 bar) is required to effectively eject molten stainless steel, which has a high viscosity. For Oxygen cutting of thick carbon steel, lower pressures (0.5-2.0 bar) are often used to prevent an uncontrolled “burning” reaction that would result in a wide kerf and poor surface finish. Finding the “sweet spot” for pressure is essential to avoid dross—the solidified metal droplets that cling to the bottom of the cut.
3. Nozzle Diameter and Shape
The nozzle acts as the delivery system for the assist gas. A larger nozzle diameter allows for a higher volume of gas flow but may reduce the localized pressure intensity. Nozzle shapes, such as single-layer (for Nitrogen) and double-layer (for Oxygen), are designed to optimize the gas flow pattern. A double-layer nozzle for Oxygen cutting helps stabilize the gas stream, reducing turbulence and ensuring a more uniform exothermic reaction.
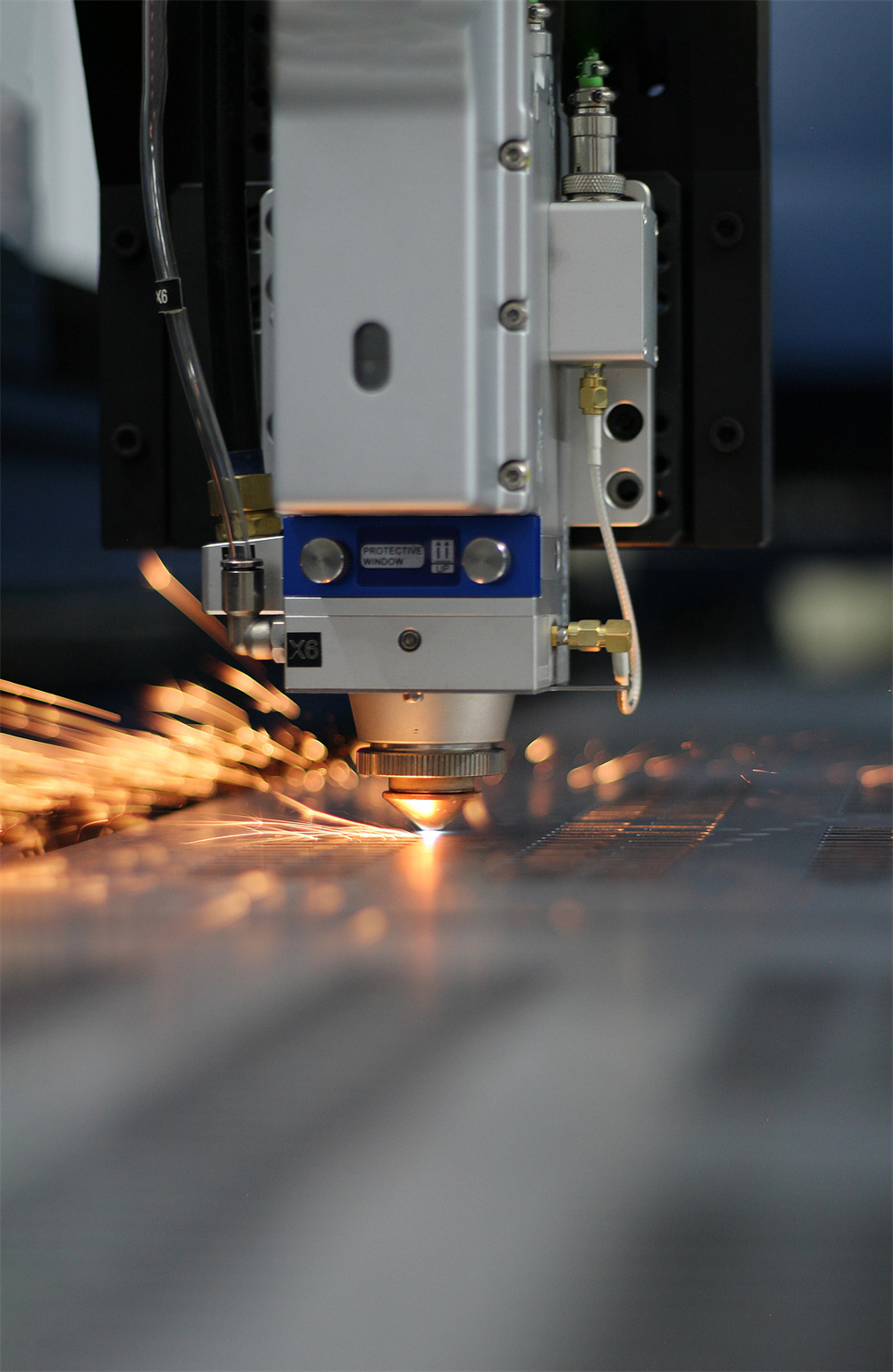
4. Nozzle Standoff Distance
The distance between the nozzle tip and the workpiece surface affects the stability of the gas column. If the nozzle is too far away, the gas disperses before it can effectively clear the kerf, leading to dross and potential lens contamination from backsplash. Conversely, if it is too close, there is a risk of the nozzle colliding with tipped-up parts. Typically, a standoff distance of 0.5mm to 1.5mm is maintained for optimal gas dynamics.
Calculation Method for Gas Consumption and Flow
To manage the operational costs of a laser cutting machine, it is necessary to calculate the gas consumption rate. This helps in planning gas supply (cylinders vs. bulk tanks) and estimating the cost per part. The flow of assist gas through a nozzle can be approximated using the formula for flow through an orifice, though real-world conditions involve compressible flow dynamics.
The simplified formula for gas flow rate (Q) is often expressed as:
Q = C * A * P * √(2 / (ρ * R * T))
Where:
• Q is the mass flow rate.
• C is the discharge coefficient (dependent on nozzle design).
• A is the cross-sectional area of the nozzle orifice (π * r²).
• P is the inlet gas pressure.
• ρ is the gas density.
• R is the gas constant.
• T is the absolute temperature.
In practical shop floor terms, consumption is often measured in cubic meters per hour (m³/h). For example, a 2.0mm nozzle running Nitrogen at 15 bar will consume significantly more gas than a 1.2mm nozzle running Oxygen at 1 bar. Fabricators must balance the cost of gas against the speed of the cut. In many cases, increasing the gas pressure allows for faster cutting speeds, which reduces the total gas consumed per meter of cut, even though the hourly consumption rate is higher.
Parameter Table: Recommended Gas Settings
The following table provides a general guideline for assist gas settings across common materials and thicknesses. Note that these values may vary based on the specific HARSLE model and laser power (e.g., 3kW vs. 12kW).
| Material | Thickness (mm) | Gas Type | Pressure (Bar) | Nozzle Size (mm) | Edge Quality |
|---|---|---|---|---|---|
| Carbon Steel | 1 – 6 | Oxygen (O2) | 0.8 – 1.5 | 1.2 – 1.5 (Double) | Smooth, Oxide Layer |
| Carbon Steel | 10 – 20 | Oxygen (O2) | 0.5 – 0.8 | 2.0 – 3.0 (Double) | Vertical Striations |
| Stainless Steel | 1 – 4 | Nitrogen (N2) | 12 – 16 | 1.5 – 2.0 (Single) | Bright, Clean |
| Stainless Steel | 5 – 10 | Nitrogen (N2) | 16 – 20 | 2.5 – 3.0 (Single) | Slight Dross Potential |
| Aluminum | 1 – 5 | Nitrogen/Air | 14 – 18 | 2.0 – 2.5 (Single) | Silver, Minimal Dross |
| Galvanized Steel | 1 – 3 | Oxygen/Air | 1.0 – 10.0 | 1.5 – 2.0 | Variable |
Common Engineering Mistakes in Gas Management
Even with high-end machinery, improper gas management can lead to significant production issues. Recognizing these mistakes is the first step toward optimizing how assist gas affects laser cutting machine results in metal fabrication.
- Using Low-Purity Nitrogen: Many shops try to save costs by using lower-grade Nitrogen. This results in an oxidation layer on stainless steel, which prevents paint from adhering properly and leads to premature corrosion. Always use 99.99% (4.0) or 99.999% (5.0) purity for critical applications.
- Inadequate Filtration for Compressed Air: When using compressed air as an assist gas, the presence of oil or moisture in the lines is catastrophic. It can contaminate the protective window of the laser head, leading to lens burn-in and expensive repairs. A high-quality refrigerated dryer and multi-stage oil filters are mandatory.
- Incorrect Nozzle Centering: If the laser beam is not perfectly centered within the nozzle orifice, the gas flow will be asymmetrical. This causes the cut quality to differ depending on the direction of travel (e.g., clean cuts on the X-axis but heavy dross on the Y-axis).
- Ignoring Gas Hose Diameter: For high-pressure Nitrogen cutting, the internal diameter of the gas supply hoses must be sufficient to maintain flow. A bottleneck in the supply line will cause the pressure to drop during the cut, leading to inconsistent results and frequent alarms.
- Over-Pressurizing Oxygen: Beginners often think more pressure equals faster cutting. With Oxygen, too much pressure causes a “self-burning” effect where the material ignites uncontrollably, ruining the dimensional accuracy of the part.
Selection Checklist: Choosing the Right Assist Gas
Before starting a production run, use this checklist to ensure your assist gas strategy is optimized for the best results:
- Identify Material Requirements: Does the part require a weld-ready edge (Nitrogen) or is a standard oxide edge acceptable (Oxygen)?
- Verify Gas Purity: Check the certification of your gas supply. For aluminum and stainless steel, ensure Nitrogen purity meets the 99.99% threshold.
- Inspect Nozzle Condition: Look for any slag buildup or deformations on the nozzle tip. A damaged nozzle will disrupt the laminar flow of the gas.
- Check Supply Pressure: Ensure the source pressure (from the tank or compressor) is at least 2-3 bar higher than the required cutting pressure to account for line loss.
- Test Air Quality (If using Air): Perform a “blotter test” by blowing compressed air onto a clean white cloth to check for oil or moisture traces.
- Optimize Standoff Distance: Use the machine’s auto-calibration feature to ensure the capacitive sensor is accurately maintaining the gap between the nozzle and the plate.
- Evaluate Cost vs. Speed: For thick carbon steel, consider if high-pressure Air cutting (if the laser power allows) is more cost-effective than Oxygen, despite the higher energy consumption.
Frequently Asked Questions (FAQ)
1. Why does my stainless steel cut have a yellow tint?
A yellow or brownish tint on the edge of stainless steel is usually a sign of Nitrogen contamination. Even a small amount of Oxygen in the Nitrogen stream will cause light oxidation. Check your gas source purity and ensure there are no leaks in the gas lines that could be drawing in atmospheric air.
2. Can I use Compressed Air for all materials?
While Compressed Air is cost-effective, it is not a universal solution. It contains approximately 21% Oxygen, which means it will leave a slight oxide layer. It is excellent for thin galvanized steel and some aluminum grades but may not provide the “mirror finish” required for high-end stainless steel architectural parts.
3. How does gas pressure affect the Heat Affected Zone (HAZ)?
Higher gas pressure, particularly with Nitrogen, helps cool the material faster and ejects the melt more quickly. This generally results in a smaller HAZ compared to Oxygen cutting, where the exothermic reaction adds heat to the surrounding material, potentially widening the HAZ.
4. What is the difference between a single and double-layer nozzle?
A single-layer nozzle is a straight-through design used primarily for Nitrogen and Air cutting where high velocity is needed. A double-layer nozzle has an internal structure that creates a more stable, concentrated Oxygen stream, which is necessary to control the oxidation reaction in carbon steel cutting.
5. How often should I change the laser nozzle?
Nozzles should be inspected daily. They need to be changed if there is any visible damage to the orifice, if the laser beam cannot be centered, or if you notice a sudden degradation in cut quality. Using a clean, well-maintained nozzle is the easiest way to ensure consistent gas flow.
6. Does the assist gas affect the laser lens?
Indirectly, yes. The assist gas creates a positive pressure environment that helps prevent dust and molten metal from flying up into the cutting head. If the gas flow stops or is insufficient, the risk of “back-splatter” contaminating the protective window or the focus lens increases significantly.
7. Is Nitrogen or Oxygen better for thick carbon steel?
For carbon steel thicker than 6mm, Oxygen is traditionally preferred because the exothermic reaction assists the laser, allowing for lower power consumption. However, with the advent of ultra-high-power fiber lasers (20kW+), many fabricators are switching to high-pressure Nitrogen or Air to cut thick carbon steel much faster, albeit at a higher gas cost.











