How to Improve Laser Cutting Quality Through Regular Maintenance: The Ultimate HARSLE Guide

The Critical Importance of Maintenance for Laser Cutting Precision
In the high-stakes world of metal fabrication, the ability to deliver clean, precise, and consistent cuts is what separates industry leaders from the rest. For owners of HARSLE equipment, understanding how to improve laser cutting quality through regular maintenance is not just a technical necessity—it is a core business strategy. A well-maintained fiber laser cutting machine operates at peak efficiency, ensuring that every watt of power is translated into a perfect edge. Conversely, neglecting maintenance leads to a gradual degradation of beam quality, increased dross, and costly downtime that can erode profit margins.
The relationship between maintenance and cut quality is direct. Laser cutting relies on a complex interplay of optics, motion control, and gas dynamics. Even a microscopic layer of dust on a protective window can scatter the laser beam, leading to a wider kerf and a rougher surface finish. By implementing a rigorous maintenance schedule, operators can ensure that the optical path remains pristine, the mechanical movements remain fluid, and the auxiliary gas flow remains laminar. This proactive approach minimizes the need for secondary finishing processes like grinding or deburring, saving both time and labor costs.
Furthermore, regular maintenance extends the lifespan of expensive components. Fiber laser sources and cutting heads are significant investments. Through routine inspections and cleaning, you prevent minor issues—such as a small coolant leak or a loose electrical connection—from escalating into catastrophic failures. In this guide, we will explore the multifaceted approach required to maintain your machinery at an elite level, focusing on the specific steps you can take to improve laser cutting quality through regular maintenance.
Daily Inspection Protocols: The Foundation of Quality
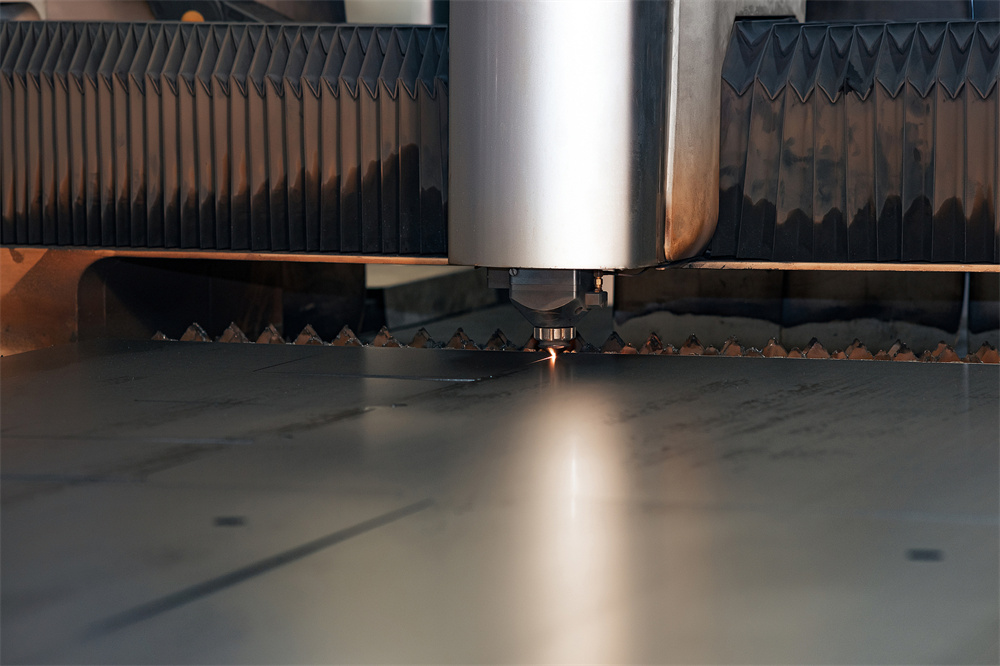
The first step to improve laser cutting quality through regular maintenance begins before the first cut of the day. Daily inspections are the frontline defense against quality degradation. The most critical area to monitor is the cutting head optics. Operators must check the protective window for any signs of contamination, such as dust, oil, or metal splatter. Even a tiny speck can absorb laser energy, causing the lens to heat up and shift the focal point, which results in inconsistent cutting depths and poor edge quality.
Beyond the optics, the nozzle condition is paramount. A damaged or deformed nozzle will disrupt the flow of auxiliary gas (Oxygen or Nitrogen), leading to turbulent gas dynamics. This turbulence prevents the gas from efficiently blowing away the molten metal, resulting in heavy dross on the underside of the workpiece. Daily centering of the nozzle is also required; if the laser beam is not perfectly centered within the nozzle orifice, the cut will be asymmetrical, with one side appearing smoother than the other. This simple two-minute check is one of the easiest ways to improve laser cutting quality through regular maintenance.
Finally, the cooling system or chiller must be inspected daily. Laser sources and cutting heads generate immense heat. If the chiller is not maintaining the correct temperature or if the water level is low, the laser’s wavelength can shift slightly, or the internal components can suffer thermal stress. Check the water temperature, pressure, and clarity every morning. If the water appears cloudy, it may indicate bacterial growth or mineral buildup, both of which can clog the narrow cooling channels within the laser source, leading to overheating and reduced power output.
Deep Dive: Mechanical, Electrical, and Hydraulic System Integrity
While the laser beam does the cutting, the mechanical system determines where that cut goes. To improve laser cutting quality through regular maintenance, one must pay close attention to the X, Y, and Z axes. In many HARSLE machines, high-precision rack and pinion systems or ball screws drive these movements. Over time, metal dust and debris can accumulate on the rails. If left uncleaned, this debris acts as an abrasive, wearing down the bearings and causing “jitter” during high-speed movements. This jitter manifests as small ripples on the cut edge, particularly visible on thicker materials.
Electrical systems are equally vital. Loose wiring or poor grounding can introduce electrical noise into the servo motor drivers. This noise can cause micro-stutters in the machine’s movement, which are often mistaken for optical issues. Once a month, a qualified technician should inspect the electrical cabinet, tightening terminals and ensuring that cooling fans are operational. Overheating in the control cabinet can lead to erratic behavior from the CNC controller, resulting in dimensional inaccuracies in the finished parts.
Although fiber lasers are primarily electrical and mechanical, some auxiliary systems—such as pallet changers or heavy-duty sheet loaders—may utilize hydraulic components. Maintaining these systems involves checking hydraulic fluid levels and inspecting hoses for leaks. A failure in the pallet changer can lead to misalignment when the sheet enters the cutting area, causing the machine to cut outside of the intended zones. Ensuring these peripheral systems are in top shape is a holistic way to improve laser cutting quality through regular maintenance across the entire production cycle.

The Lubrication Plan: Reducing Friction for Smoother Cuts
Friction is the enemy of precision. To improve laser cutting quality through regular maintenance, a comprehensive lubrication plan is non-negotiable. Most modern HARSLE laser cutters feature automatic lubrication systems, but these systems still require human oversight. Operators must ensure the lubricant reservoir is filled with the correct grade of oil or grease as specified by the manufacturer. Using the wrong lubricant can lead to gumming, which actually increases resistance rather than decreasing it.
The linear guides and ball screws require consistent thin films of oil to operate smoothly. If these components run dry, the friction increases the load on the servo motors, leading to heat buildup and potential positioning errors. Furthermore, dry rails are susceptible to rust, especially in humid workshop environments. Rust on the guide rails will cause the bearings to “catch,” leading to visible notches in the laser cut path. A weekly check of the lubrication distribution lines is recommended to ensure that no blockages are preventing oil from reaching the critical friction points.
For machines with manual lubrication points, a strict schedule must be followed. This includes greasing the rack and pinion gears. A specialized gear grease should be applied to ensure that the teeth mesh perfectly without excessive wear. By maintaining a low-friction environment, the machine can achieve higher acceleration and deceleration speeds without sacrificing accuracy, which is a key factor when trying to improve laser cutting quality through regular maintenance during high-speed production runs.
Troubleshooting Signals: Identifying Maintenance Needs Through Cut Quality
Often, the workpiece itself will tell you when maintenance is overdue. Learning to read these signals is essential to improve laser cutting quality through regular maintenance. For example, if you notice an increase in dross (slag) on the bottom of a carbon steel part, it often points to a contaminated protective window or an incorrect nozzle height. If the dross is only on one side of the cut, the nozzle is likely off-center. These visual cues allow operators to perform “just-in-time” maintenance before a whole batch of parts is ruined.
Another common signal is a change in the “kerf” width. If the cut line becomes wider than usual, it indicates that the laser beam is no longer focused to a sharp point. This could be due to a dirty lens or a failing laser source. Similarly, if the machine begins to make unusual grinding or humming noises during movement, it is a clear sign that the mechanical rails need cleaning or lubrication. Ignoring these sounds will eventually lead to a mechanical jam or a broken drive belt.
Inconsistent cutting—where the laser fails to penetrate the material in certain areas of the bed—usually suggests a leveling issue with the machine frame or a misalignment in the beam delivery system (in the case of CO2 lasers) or a damaged fiber cable (in fiber systems). By treating every quality defect as a diagnostic tool, you can improve laser cutting quality through regular maintenance by addressing the root cause immediately rather than simply adjusting the cutting parameters to compensate for a failing machine.
Comprehensive Maintenance Schedule Table
To help you improve laser cutting quality through regular maintenance, use the following table as a baseline for your shop’s standard operating procedures.
| Frequency | Component | Action Required | Impact on Quality |
|---|---|---|---|
| Daily | Protective Window | Inspect and clean with high-purity ethanol | Prevents beam scattering and focal shift |
| Daily | Nozzle & Ceramic Ring | Check for damage and center the beam | Ensures laminar gas flow and dross-free edges |
| Daily | Chiller / Cooling System | Check water levels and temperature | Maintains laser power stability |
| Weekly | X/Y/Z Guide Rails | Clean debris and check lubrication film | Eliminates jitter and ripples on cut edges |
| Weekly | Dust Extraction System | Empty dust bins and check filters | Prevents smoke from interfering with the beam |
| Monthly | Electrical Cabinet | Clean filters and tighten connections | Prevents CNC errors and unexpected shutdowns |
| Monthly | Gas Lines & Regulators | Check for leaks and pressure consistency | Ensures consistent oxidation/cooling during cutting |
| Quarterly | Rack and Pinion | Deep clean and apply fresh gear grease | Maintains high-speed positioning accuracy |
| Yearly | Full System Calibration | Professional alignment and software update | Ensures long-term dimensional precision |
Environmental Factors and Software Optimization
Beyond the physical machine, the environment plays a massive role in your ability to improve laser cutting quality through regular maintenance. Laser machines are sensitive to ambient temperature and humidity. High humidity can lead to condensation on optical surfaces, which is fatal for high-power laser lenses. Maintaining a climate-controlled environment for the laser source and the control cabinet is highly recommended. Furthermore, the air quality in the shop should be managed; excessive metallic dust in the air can be drawn into the electrical cabinets, causing short circuits.
Software maintenance is the final piece of the puzzle. Manufacturers like HARSLE frequently release firmware updates that optimize cutting paths and improve the communication between the CNC and the servo motors. Keeping your software up to date ensures that you are using the most efficient algorithms for cornering and power modulation. Additionally, regularly backing up your cutting parameters and machine configurations prevents data loss that could lead to inconsistent results after a system reset. By combining physical care with digital optimization, you truly improve laser cutting quality through regular maintenance.
Frequently Asked Questions
How often should I clean the laser lens?
The protective window should be inspected daily. Depending on the volume of cutting and the material (e.g., galvanized steel produces more fumes), you may need to clean it several times a shift. The internal focusing lens should only be handled by trained technicians during scheduled deep maintenance to avoid contamination.
Why is my laser cutting quality inconsistent across the bed?
This is often due to the machine not being perfectly level or the slats being uneven. If the distance between the nozzle and the material changes as the head moves, the focus point shifts. Regularly check the condition of your support slats and replace them if they are heavily coated in slag.
Can I use any water in my chiller?
No. You must use distilled or deionized water as specified by HARSLE. Tap water contains minerals that will create scale buildup in the cooling channels, leading to overheating. Additionally, a specialized algaecide should be added to prevent biological growth.
What is the most common cause of dross on stainless steel?
When cutting stainless steel with Nitrogen, dross is usually caused by insufficient gas pressure or a misaligned nozzle. If the gas cannot purge the molten metal quickly enough, it cools and sticks to the bottom of the plate. Regular maintenance of the gas delivery system is key to solving this.
How do I know if my fiber cable is damaged?
Signs of fiber cable damage include a sudden drop in cutting power, inconsistent beam shape, or the chiller working harder than usual to cool the cable. Fiber cables should be routed carefully and never bent beyond their minimum radius to prevent internal fractures.
Does regular maintenance really save money?
Yes. Studies show that preventative maintenance costs significantly less than emergency repairs. More importantly, the ability to improve laser cutting quality through regular maintenance means fewer rejected parts and higher customer satisfaction, which directly impacts your bottom line.











