Operator Guide to Safe Laser Cutting Machine Maintenance: Ensuring Precision and Longevity

The Critical Role of Operator Safe Laser Cutting Machine Maintenance
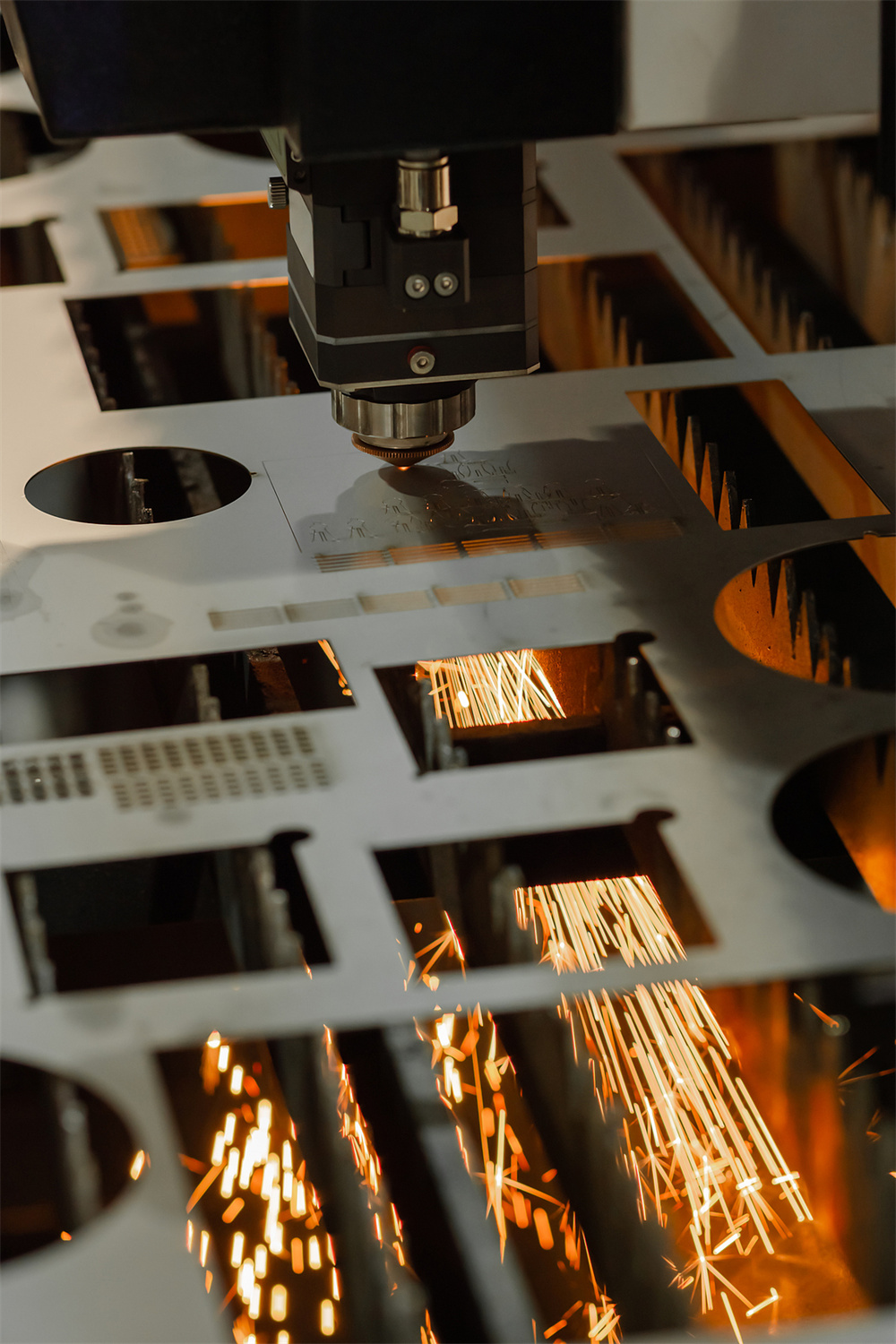
In the modern metal fabrication industry, the fiber laser cutting machine stands as a pinnacle of precision and efficiency. However, the high-performance nature of these machines means they require a rigorous and disciplined approach to upkeep. Operator safe laser cutting machine maintenance is not merely a suggestion; it is a fundamental requirement for any facility aiming to maximize Return on Investment (ROI) and ensure the safety of its workforce. When a machine is neglected, the consequences range from minor edge quality issues to catastrophic component failures that can halt production for weeks.
Effective maintenance begins with understanding that a laser cutter is a complex synergy of optical, mechanical, electrical, and pneumatic systems. Each of these systems must function in perfect harmony to achieve the micron-level accuracy that HARSLE machines are known for. For the operator, safety is the primary concern. High-power lasers, high-voltage electrical cabinets, and high-pressure gas systems present significant risks if not handled with professional care. By following a structured maintenance protocol, operators can mitigate these risks while extending the lifespan of the machine’s most expensive components, such as the laser source and the cutting head.
Furthermore, consistent maintenance directly impacts the quality of the finished product. A well-maintained machine produces clean, burr-free cuts, reducing the need for secondary finishing processes. This efficiency translates to lower operational costs and faster turnaround times for clients. In this guide, we will delve into the specific steps required to maintain a laser cutting machine safely and effectively, providing operators with the knowledge needed to keep their equipment running at peak performance.
Daily Inspection: The First Line of Defense
The daily inspection is the most crucial part of an operator’s routine. It is a proactive approach to identifying potential issues before they escalate into expensive repairs. Before the machine is even powered on, a visual walk-around is necessary. The operator should check for any obvious signs of wear, loose bolts, or debris accumulation on the machine bed. Dust is the silent enemy of laser cutting; it can settle on sensitive optical components or clog cooling vents, leading to overheating.
One of the most critical daily tasks is the inspection of the protective lens. The protective lens is the final barrier between the cutting environment and the expensive internal optics of the laser head. Even a tiny speck of dust on this lens can absorb laser energy, causing it to heat up and potentially shatter, which could then damage the focusing lens above it. Operators must use specialized cleaning kits, typically involving high-purity isopropyl alcohol and lint-free swabs, to ensure the lens is pristine. This task must be performed in a clean environment to avoid introducing more contaminants.
Beyond optics, the gas supply system requires daily verification. Whether using Oxygen (O2) for carbon steel, Nitrogen (N2) for stainless steel, or compressed air, the pressure and flow must be consistent. Check the regulators and hoses for leaks. A leak not only wastes expensive gas but can also cause fluctuations in cut quality. Additionally, the water chiller—the machine’s cooling heart—must be checked for proper water levels and temperature settings. The chiller prevents the laser source and cutting head from overheating, and any deviation in its performance can lead to an automatic machine shutdown or permanent hardware damage.
Comprehensive Hydraulic, Electrical, and Mechanical Checks
While fiber laser cutting machines are primarily electrical and mechanical, many industrial models utilize hydraulic systems for shuttle table exchanges or heavy-duty material handling. For these systems, checking hydraulic fluid levels and inspecting hoses for signs of weeping or cracking is essential. Air bubbles in the hydraulic lines can cause jerky movements, which may lead to mechanical stress on the frame and drive systems. Ensuring the hydraulic pressure is within the manufacturer’s specified range is vital for the smooth operation of the pallet changer.
The electrical system is the brain of the laser cutter. Over time, vibrations from the cutting process can loosen electrical connections in the control cabinet. Monthly or quarterly, a qualified operator or technician should inspect the wiring for tightness and signs of thermal discoloration. Dust accumulation inside the electrical cabinet is another major risk; it can cause short circuits or prevent proper cooling of the servo drivers. Using a specialized vacuum or low-pressure dry air to clean these components is a standard part of operator safe laser cutting machine maintenance. Always ensure the main power is locked out and tagged out (LOTO) before opening electrical enclosures.
Mechanically, the X, Y, and Z axes are the workhorses of the machine. These axes rely on high-precision rack and pinion systems or ball screws, along with linear guides. Operators must check for any signs of misalignment or uneven wear. If the machine starts making unusual grinding or clicking noises during high-speed traverses, it often indicates a mechanical obstruction or a lack of lubrication. The bellows that protect the rails should also be inspected for tears; if dust reaches the lubricated rails, it creates an abrasive paste that will rapidly destroy the bearings.

Developing a Robust Lubrication Plan
Lubrication is the lifeblood of mechanical longevity. Without a proper lubrication plan, the high-speed movements of a laser cutter will lead to friction-induced heat and premature wear. Most modern HARSLE laser cutters feature an automatic lubrication system, but the operator’s role is still vital. The operator must ensure the lubricant reservoir is always filled with the correct grade of oil or grease as specified by the manual. Using the wrong lubricant can be as damaging as using none at all, as different viscosities are required for different load and speed ratings.
For machines with manual lubrication points, a strict schedule must be followed. Typically, linear guides and ball screws should be wiped clean of old grease and debris before new grease is applied. This prevents the buildup of “sludge” that can hinder movement. The Z-axis, which controls the height of the cutting head, often requires more frequent attention because it moves constantly to maintain the focal point relative to the material surface. A well-lubricated Z-axis ensures that the capacitive height sensing remains responsive and accurate.
It is also important to lubricate the drive gears and racks. These components are often exposed to the environment and can collect metal dust and sparks. A light coating of specialized rack grease helps dampen noise and reduces the mechanical backlash that can occur over years of operation. Operators should document every lubrication cycle in a maintenance log, as this provides a historical record that can be invaluable for warranty claims or when diagnosing long-term wear patterns.
Recognizing Troubleshooting Signals
An experienced operator develops an intuition for the machine’s “health” by paying attention to subtle signals. One of the most common troubleshooting signals is a change in the sound of the cutting process. A sharp, consistent hiss indicates good gas flow and focus, while a sputtering or “wet” sound might suggest contaminated gas or a damaged nozzle. If the machine begins to vibrate excessively during corners, it may indicate that the servo tuning is off or that there is mechanical play in the gantry.
Visual cues on the workpiece are also diagnostic tools. For example, if the laser produces a clean cut on one side of the sheet but leaves heavy dross on the other, the beam alignment (centering) through the nozzle is likely off. If the cut edge appears wavy, it could point to a loose lens or a mechanical issue with the drive belts or gears. Modern CNC controllers provide error codes that point to specific failures, such as “Chiller Alarm” or “Z-Axis Limit.” Operators should be trained to read these codes and perform basic resets or checks before calling for external technical support.
Another critical signal is the condition of the chiller water. If the water becomes cloudy or changes color, it indicates bacterial growth or corrosion within the cooling loop. This can clog the small cooling channels inside the laser source, leading to a catastrophic failure. Regularly replacing the deionized water and the internal filters is a simple task that prevents a multi-thousand-dollar repair. Monitoring the “Duty Cycle” and power output is also important; if the machine requires more power than usual to cut the same thickness of material, the optics are likely dirty or degrading.
Maintenance Schedule Table
To simplify the maintenance process, the following table outlines the frequency and tasks required for standard operator safe laser cutting machine maintenance.
| Frequency | Component | Action Required |
|---|---|---|
| Daily | Protective Lens | Inspect for dust/burns; clean with IPA if necessary. |
| Daily | Nozzle & Centering | Check nozzle for damage; verify beam is centered. |
| Daily | Water Chiller | Check water level, temperature, and for any leakages. |
| Daily | Gas Supply | Check pressures for O2, N2, or Air; check for leaks. |
| Weekly | Machine Bed/Slats | Remove slag and debris to ensure material sits flat. |
| Weekly | X/Y/Z Rails | Clean rails and check for smooth movement. |
| Monthly | Lubrication System | Check oil levels; verify auto-lube is functioning. |
| Monthly | Electrical Cabinet | Clean dust filters; inspect for loose connections. |
| Quarterly | Chiller Water | Drain and replace deionized water; replace filters. |
| Quarterly | Exhaust System | Clean dust collector and check ducting for blockages. |
| Annually | Full Calibration | Professional check of beam alignment and squareness. |
Frequently Asked Questions (FAQ)
How often should I clean the laser cutting machine’s optics?
The protective lens should be inspected at the start of every shift. If you are cutting materials that produce a lot of smoke or splatter, such as galvanized steel or aluminum, you may need to check it every few hours. Internal optics should only be cleaned by trained technicians during scheduled service intervals to avoid contamination of the beam path.
What happens if I use tap water in my chiller?
Never use tap water. Tap water contains minerals that will cause scale buildup and corrosion in the cooling channels of the laser source and cutting head. This significantly reduces cooling efficiency and can lead to permanent damage. Always use deionized or distilled water as specified by the manufacturer, often supplemented with a specific algaecide.
Why is my laser cutting machine leaving burrs on the bottom of the cut?
Burrs, or dross, are usually caused by one of three things: incorrect cutting speed, incorrect focal position, or improper gas pressure. If maintenance has been neglected, it could also be due to a dirty protective lens or a damaged nozzle. Start by checking the nozzle and lens, then verify your cutting parameters for the specific material thickness.
Is it safe to leave the laser cutting machine running unattended?
No, it is highly discouraged. Laser cutting involves high temperatures and flammable materials (even metal can burn under certain conditions). An unexpected tip-up of a cut part can cause a collision, or a lens failure can start a fire. An operator should always be within sight and sound of the machine to hit the Emergency Stop if necessary.
How do I know when to replace the slats on the machine bed?
Slats should be replaced when they are heavily coated in slag or when they have been cut into so many times that they no longer provide a level support surface for the material. Uneven slats can cause the material to shift during cutting, leading to inaccuracies and potential collisions with the cutting head.
What is the most common cause of fiber laser failure?
Contamination is the leading cause of failure. Whether it is dust on the optics, moisture in the gas lines, or impurities in the cooling water, keeping the machine clean and the environment controlled is the best way to prevent major breakdowns. Following the operator safe laser cutting machine maintenance guide is the most effective way to combat these issues.











