Press Brake Maintenance Guide: Daily, Weekly, and Monthly Inspection Checklist

Technical Overview of Press Brake Maintenance
Maintaining a press brake is not merely a matter of cleanliness; it is a critical engineering practice that ensures the longevity, accuracy, and safety of one of the most powerful tools in a metal fabrication shop. A press brake, whether it is a traditional hydraulic model or a high-precision CNC synchronized machine, operates under immense pressure. The interaction between hydraulic systems, electronic controls, and mechanical components requires a synchronized maintenance approach to prevent unplanned downtime and costly repairs.
The core of a press brake’s performance lies in its ability to maintain parallelism between the upper ram and the lower bed. Even a minor deviation caused by worn guides or uneven hydraulic pressure can lead to inaccurate bends, wasted material, and potential damage to the tooling. Modern HARSLE press brakes utilize advanced proportional valve technology and linear encoders to achieve micron-level precision. However, these sensitive components are susceptible to contamination from dust, metal shavings, and hydraulic oil degradation. Therefore, a structured maintenance schedule is the foundation of any high-output fabrication environment.
Effective maintenance begins with understanding the machine’s duty cycle. A machine running three shifts a day requires a more aggressive inspection frequency than one used for occasional prototyping. Regardless of the workload, the goal remains the same: to identify wear and tear before it leads to a catastrophic failure. This guide provides a comprehensive framework for daily, weekly, and monthly inspections, tailored to the needs of professional operators and maintenance engineers.
The Importance of Hydraulic Integrity
In hydraulic press brakes, the oil is the lifeblood of the system. It doesn’t just transmit power; it also lubricates internal components and carries heat away from the pump and valves. Over time, hydraulic oil can oxidize or become contaminated with microscopic particles. If the oil quality degrades, the proportional valves—which control the flow of oil to the cylinders—can stick or respond sluggishly. This results in inconsistent bending angles and can eventually lead to pump cavitation, a condition that can destroy a hydraulic pump in a matter of hours.
Furthermore, the mechanical structure of the press brake, including the backgauge system and the ram guides, must be kept in peak condition. The backgauge is responsible for the positioning of the workpiece; if the lead screws or linear rails are clogged with debris, the accuracy of the flange length will suffer. Regular lubrication of these moving parts reduces friction, prevents oxidation, and ensures that the CNC motor can position the axes with the required speed and repeatability.
Daily Inspection Checklist: The Operator’s Routine
The daily inspection is the first line of defense against machine failure. It should be performed at the start of every shift by the operator. This routine focuses on visual checks and basic functional tests to ensure the machine is safe and ready for production. A clean machine is easier to inspect, so the first step should always be wiping down the working surfaces and the tooling.
- Check Hydraulic Oil Levels: Ensure the oil level in the reservoir is within the specified range. Low oil levels can lead to air entering the system, causing jerky movements and overheating.
- Inspect for Leaks: Look for signs of hydraulic fluid around cylinder seals, hose connections, and the main manifold. Even a small weep can indicate a seal that is about to fail.
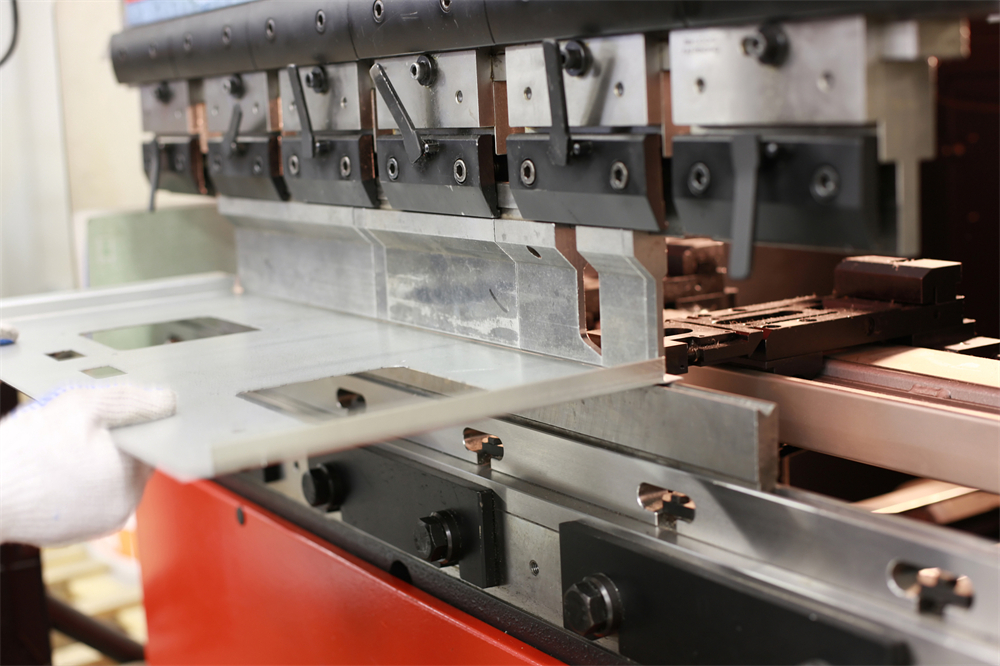
- Verify Tooling Condition: Inspect the upper punch and lower die for chips, cracks, or excessive wear. Damaged tooling not only produces poor parts but can also damage the machine’s ram or bed.
- Test Safety Devices: Check the operation of the light curtains, laser guards, and emergency stop buttons. Never operate a press brake if any safety feature is bypassed or malfunctioning.
- Lubricate Main Guides: Apply a thin layer of the recommended lubricant to the ram guides if the machine does not have an automatic lubrication system.
- Monitor System Pressure: During the first few test cycles, observe the pressure gauge to ensure the machine is reaching its programmed tonnage without hesitation.
By spending 10 to 15 minutes each morning on these tasks, operators can catch 80% of potential issues before they escalate. For instance, noticing a slight oil leak early allows for a simple O-ring replacement during a scheduled break, rather than a full-day shutdown when a hose finally bursts under high pressure.
Weekly Maintenance: Deep Cleaning and Mechanical Checks
Weekly maintenance moves beyond the surface and looks at the mechanical integrity of the machine’s moving axes. This is the time to focus on the backgauge system and the electrical cabinet, which are often overlooked during daily checks. Dust and metal fines are the enemies of electronics and precision screws.
The backgauge system (X, R, Z1, Z2 axes) relies on high-precision ball screws and linear guides. Over a week of production, these components can accumulate a mixture of grease and metal dust, which acts as an abrasive paste. Cleaning these rails with a lint-free cloth and reapplying a fresh, light coat of lubricant is essential for maintaining the +/- 0.01mm positioning accuracy expected of modern HARSLE machines.
Additionally, the electrical cabinet should be inspected. While it may seem unrelated to the mechanical bending process, the CNC controller and motor drives generate heat. If the cooling fans are clogged with dust, the internal temperature can rise, leading to intermittent electronic faults or premature component failure. A quick vacuuming of the filter mats and a visual check of the wiring can prevent mysterious “system errors” that are difficult to diagnose.
Monthly Inspection: System Calibration and Fluid Analysis
Monthly maintenance is a more technical endeavor, often involving the maintenance department or a lead technician. This stage focuses on the “health” of the hydraulic fluid and the structural alignment of the machine. It is also the time to check the tightness of all critical fasteners, as the constant vibration of high-tonnage bending can loosen bolts over time.
- Hydraulic Filter Inspection: Check the clogging indicator on the hydraulic return filter. If it is in the red zone, replace the filter element immediately. Clean the air breather on the oil tank as well.
- Check Parallelism: Use a dial indicator to check the parallelism between the ram and the table. If the machine has a crowning system (mechanical or hydraulic), verify that it is functioning correctly and returning to zero.
- Inspect Cooling Systems: If the machine is equipped with an oil cooler, ensure the heat exchanger fins are clean and the fan is operational. Overheated oil loses its viscosity and shortens the life of all hydraulic components.
- Bolt Torque Verification: Check the tightness of the foundation bolts, the cylinder mounting bolts, and the tooling clamps. Loose bolts can lead to structural fatigue and loss of precision.
- Electrical Terminal Check: Ensure all connections in the PLC and drive units are tight. Thermal expansion and contraction can loosen screw terminals over time.
Core Parameters of Press Brake Operation
To maintain a press brake effectively, one must understand the core parameters that define its operation. These parameters are not just numbers on a spec sheet; they are the variables that maintenance seeks to preserve. When a machine is out of spec, it is usually because one of these parameters has drifted due to poor maintenance.
| Parameter | Description | Maintenance Impact |
|---|---|---|
| Tonnage (kN) | The maximum force the machine can exert. | Overloading causes frame deflection and seal failure. |
| Stroke Length (mm) | The total travel distance of the upper ram. | Dirty encoders lead to inaccurate stroke limits. |
| Throat Depth (mm) | The distance from the center of the tool to the frame. | Excessive force at deep throat depths can stress the ‘C’ frame. |
| Backgauge Speed (mm/s) | The velocity at which the backgauge moves. | Lack of lubrication slows down the axes and causes motor strain. |
| Approach Speed (mm/s) | The speed at which the ram descends before bending. | Air in hydraulics causes inconsistent approach speeds. |
Calculation Method: Determining Bending Force
One of the most common causes of premature press brake wear is exceeding the machine’s rated capacity. Operators must calculate the required bending force for every job to ensure they are not “bottoming out” the machine or stressing the hydraulic system beyond its limits. The standard formula for air bending is essential for every maintenance-conscious shop.
The Bending Force Formula:
P = (650 * S^2 * L) / V
Where:
- P: Bending Force in Kilonewtons (kN).
- S: Material thickness in millimeters (mm).
- L: Length of the sheet in meters (m).
- V: Bottom die opening width in millimeters (mm).
For example, if you are bending 4mm thick mild steel over a 2-meter length using a 32mm V-opening, the calculation would be: P = (650 * 4^2 * 2) / 32 = 650 kN (approximately 65 tons). If your machine is rated for 60 tons, you are overloading it, which will lead to hydraulic seal failure and potential frame deformation. Always ensure the calculated force is at least 20% below the machine’s maximum capacity for long-term reliability.
Common Engineering Mistakes in Maintenance
Even with a checklist, certain mistakes are frequently made in the field that can compromise the machine’s integrity. Avoiding these common pitfalls is as important as following the maintenance schedule itself.
1. Using the Wrong Hydraulic Oil: Many shops use generic hydraulic fluid. However, CNC press brakes require high-quality anti-wear (AW) hydraulic oil with specific viscosity indexes (usually ISO VG 46 or 32). Using the wrong oil can cause the proportional valves to respond incorrectly, leading to angle errors.
2. Neglecting the Crowning System: The crowning system compensates for the natural deflection of the machine frame under load. If the mechanical wedges or hydraulic cylinders in the bed are not maintained, the machine will produce “canoe-shaped” parts (tighter at the ends than in the middle). Monthly calibration of the crowning system is vital.
3. Over-Lubrication: While lack of grease is bad, too much grease can be just as harmful. Excessive grease attracts abrasive dust and can form a thick sludge that actually prevents the lubricant from reaching the bearing surfaces. Always follow the manufacturer’s specified amounts.
4. Ignoring Filter Alarms: Modern CNC controllers like Delem or Cybelec will display a warning when a filter is clogged. Ignoring this to finish a shift allows contaminated oil to bypass the filter and enter the sensitive valve manifold, often resulting in a repair bill in the thousands of dollars.
Selection Checklist for Low-Maintenance Press Brakes
When purchasing a new press brake, considering the ease of maintenance can save significant operational costs over the life of the machine. Here is what to look for in a HARSLE or similar high-quality press brake:
- Automatic Lubrication System: Does the machine automatically grease the ram guides and backgauge screws? This removes human error from the daily routine.
- Component Accessibility: Are the hydraulic valves and pumps easy to reach? A well-designed machine allows for quick filter changes and seal inspections.
- Brand-Name Components: Look for machines using Rexroth or Hoerbiger hydraulics, and Schneider or Siemens electronics. These parts are more reliable and easier to source globally.
- Rigid Frame Construction: A heavy, stress-relieved frame will deflect less, putting less strain on the hydraulic system and maintaining calibration longer.
- Self-Diagnostic Software: Advanced CNC controllers can pinpoint exactly which sensor or valve is malfunctioning, drastically reducing troubleshooting time.
Frequently Asked Questions (FAQ)
How often should I change the hydraulic oil?
For a new machine, the first oil change should occur after approximately 2,000 operating hours. Subsequently, the oil should be tested annually and changed every 4,000 to 6,000 hours, or whenever the fluid analysis shows signs of oxidation or high particle counts.
Why is my press brake losing its bending angle accuracy?
This is usually caused by one of three things: worn tooling, air in the hydraulic system, or a lack of parallelism between the ram and the bed. Start by checking the tooling for wear, then bleed the hydraulic system, and finally, check the calibration of the linear encoders.
Can I use the same grease for the guides and the backgauge?
Not necessarily. Ram guides often require a heavy-duty EP (Extreme Pressure) grease, while high-speed ball screws in the backgauge may require a lighter, lithium-based grease to prevent drag. Always consult the HARSLE manual for specific lubricant grades.
What should I do if the hydraulic pump is making a loud whining noise?
A loud whining noise usually indicates cavitation, which means the pump is struggling to get oil. Check the oil level immediately, inspect the suction filter for clogs, and ensure there are no leaks in the intake hose that could be sucking in air.
Is it necessary to warm up the machine in winter?
Yes. Cold hydraulic oil has a much higher viscosity, which can cause sluggish valve response and increased wear on the pump. Run the machine in a low-pressure cycle for 10-15 minutes to bring the oil up to operating temperature (at least 20°C) before starting production.











