The Ultimate Weekly and Monthly Laser Cutting Machine Maintenance Guide for Industrial Excellence

The Critical Importance of Laser Cutting Machine Maintenance
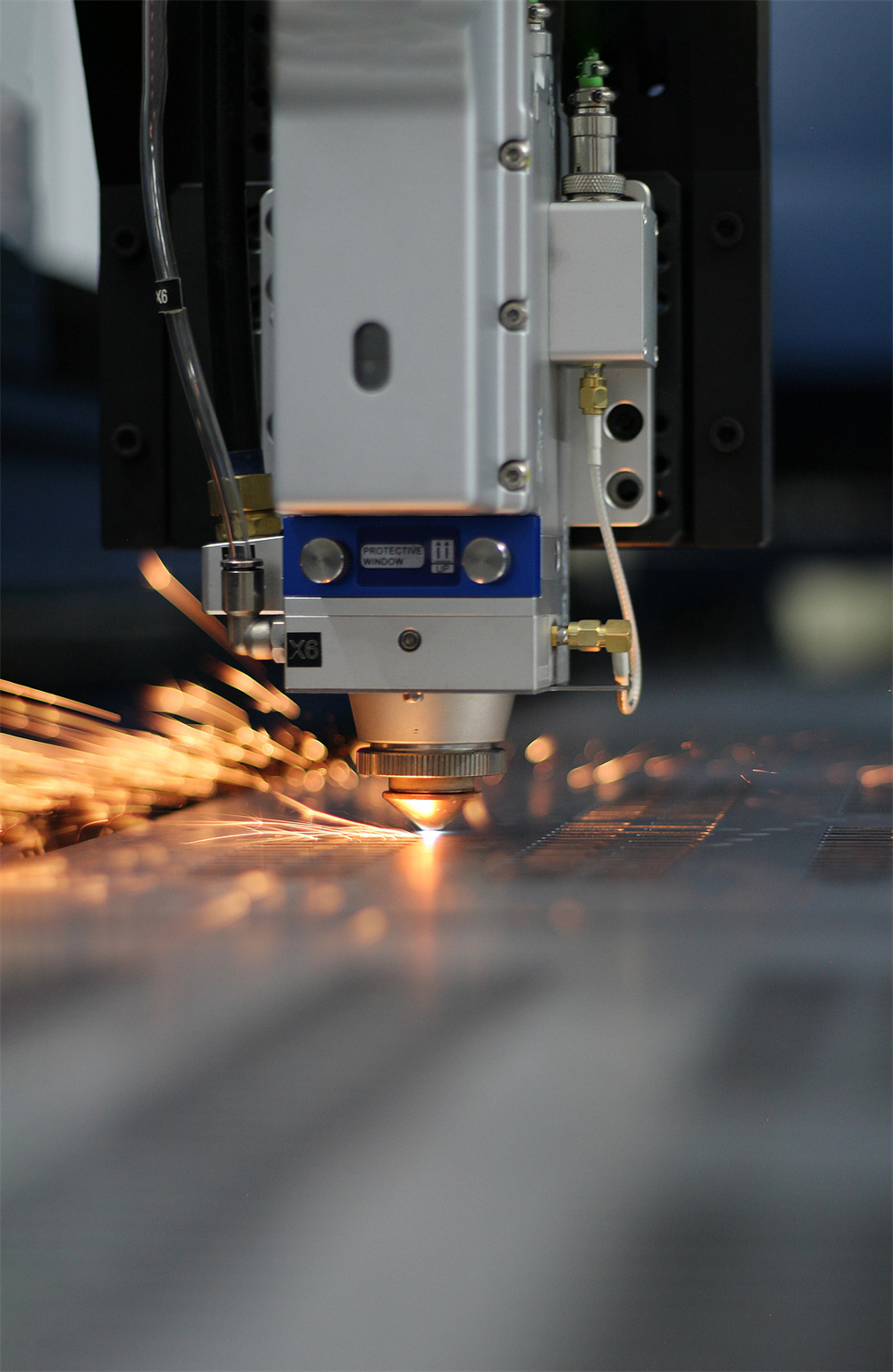
In the high-precision world of metal fabrication, the fiber laser cutting machine stands as the crown jewel of the production floor. Whether you are operating a HARSLE high-power fiber laser or a specialized tube cutting system, the longevity and accuracy of your equipment depend entirely on a rigorous maintenance regimen. Neglecting maintenance doesn’t just lead to minor inconveniences; it results in catastrophic component failures, such as damaged laser sources or contaminated cutting heads, which can cost tens of thousands of dollars in repairs and weeks of downtime.
A well-executed maintenance strategy ensures that the machine operates at peak efficiency, maintaining the narrow kerf and clean edges that fiber lasers are known for. Beyond the immediate quality of the cut, consistent maintenance protects your Return on Investment (ROI). By adhering to a structured weekly and monthly schedule, operators can identify wear and tear before it escalates into a mechanical breakdown. This proactive approach is the hallmark of a professional fabrication shop, ensuring that production deadlines are met without the interference of unexpected machinery failure.
Furthermore, maintenance is a safety imperative. Laser cutting involves high-voltage electricity, high-pressure gases, and intense thermal energy. A machine that is clogged with dust or has loose electrical connections poses a significant fire hazard and a risk to the operator. This guide provides a deep dive into the essential weekly and monthly tasks required to keep your laser cutting machine in top-tier condition, focusing on the technical nuances that separate a functional machine from a high-performance one.

Foundational Daily Inspections: Setting the Stage
Before diving into the complex weekly and monthly routines, it is vital to acknowledge that these larger tasks build upon a foundation of daily care. Daily inspections are the first line of defense against contamination. Every morning, operators should check the laser gas pressure, ensuring that oxygen, nitrogen, or air levels are sufficient for the day’s tasks. The water level in the chiller must be verified, as even a slight drop can lead to overheating of the laser source or the cutting head.
The cutting head’s protective window is perhaps the most critical daily check. A single speck of dust on this lens can absorb laser energy, heat up, and shatter the glass, potentially allowing contaminants to reach the more expensive internal optics. Daily cleaning of the nozzle and checking the centering of the laser beam through the nozzle are also non-negotiable. These quick checks ensure that when you transition to more intensive weekly and monthly maintenance, you are working with a machine that is already fundamentally sound.
Comprehensive Weekly Maintenance Procedures
1. Optical System and Cutting Head Care
On a weekly basis, the cutting head requires a more thorough inspection than the daily wipe-down. Remove the protective window and inspect it under a high-intensity light. Look for ‘pitting’ or micro-cracks that might not be visible during a quick daily check. If the window shows any signs of permanent marking, replace it immediately. Additionally, check the seal rings around the protective window drawer. If these seals are worn, dust can bypass the window and enter the upper chambers of the cutting head, leading to a very expensive repair bill.
2. Chiller System Deep Dive
The chiller is the heart of the laser’s thermal management system. Weekly, you must inspect the dust filters on the chiller’s air intake. In a fabrication environment, these filters quickly become clogged with metal dust and debris, reducing the cooling efficiency. Remove the filters and blow them out with compressed air or wash them if they are reusable. Check the water quality; if the water appears cloudy or has any hint of algae growth, it is time for a flush. Ensure that the conductivity of the deionized water is within the manufacturer’s specified range (usually below 20-30 μS/cm) to prevent electrical arcing within the laser source.
3. Mechanical Drive and Motion System
The precision of a laser cutter is only as good as its motion system. Weekly, use a clean, lint-free cloth to wipe down the X, Y, and Z-axis guide rails. Even with bellows in place, fine metallic dust can find its way onto the rails. After cleaning, check the lubrication levels. If your machine does not have an automatic lubrication system, manually apply a thin layer of the specified grease to the rails and the rack and pinion. Inspect the bellows for any tears or holes; a damaged bellow is an open invitation for dust to destroy your precision bearings.
4. Gas Supply and Filtration
Check the gas regulators and hoses for any signs of leakage. A small leak in a nitrogen line can lead to significant gas wastage over a week. Use a soapy water solution on joints if you suspect a leak. Furthermore, check the primary filters on your air compressor or gas bottles. If you are using shop air for cutting, the weekly check of the air dryer and oil-water separator is critical. Moisture in the cutting gas will instantly ruin the protective window and degrade the cut quality on stainless steel and aluminum.
In-Depth Monthly Maintenance Protocols
1. Electrical Cabinet and Control System
Monthly maintenance shifts focus toward the ‘brain’ of the machine. Open the electrical cabinet (after ensuring the power is completely disconnected) and inspect for dust accumulation. Use a vacuum cleaner with a non-conductive nozzle to remove dust; avoid using high-pressure compressed air as it can push dust deeper into sensitive components like PLC modules or servo drives. Check all terminal connections. Industrial machines vibrate during operation, which can gradually loosen screw terminals. A loose wire can cause intermittent signals or even electrical fires due to increased resistance.
2. Exhaust and Dust Extraction System
The exhaust system is often overlooked until it fails. Monthly, you should inspect the ductwork for heavy buildup of slag and dust. This buildup not only reduces suction power—leading to smoke in the workshop—but is also a major fire hazard. Clean the internal filters of the dust collector and empty the dust bins. If your machine uses a water table, check the water levels and remove the accumulated slag from the bottom of the tank. For dry tables, ensure the pneumatic shutters that open and close the exhaust zones are functioning correctly and are not jammed by fallen scrap.
3. Laser Source Environment and Stability
The fiber laser source is a sensitive electronic component. Monthly, verify that the room temperature and humidity where the laser source is housed (if it’s in a separate enclosure) are within the specified limits. High humidity can cause condensation inside the laser source, which is fatal to the diodes. Check the external fiber optic cable for any signs of kinking or stress. The minimum bend radius of the fiber cable must never be exceeded, as this can cause ‘hot spots’ in the fiber that eventually lead to cable failure.
4. Structural Integrity and Leveling
Over time, the vibration of high-speed cutting can cause a machine to shift slightly. Monthly, use a precision spirit level to check the machine bed. An unlevel machine will experience uneven wear on the guide rails and may develop ‘ghosting’ or inaccuracies in the cut geometry. Additionally, inspect the slats on the cutting bed. If the slats are heavily coated in slag, the laser can reflect off the slag and damage the underside of the workpiece or even the cutting head. Replace or clean slats that are excessively worn or deformed.
Hydraulic, Electrical, and Mechanical Technical Checks
While fiber lasers are primarily electrical and mechanical, some systems utilize hydraulics for pallet changers or material loading arms. For these components, monthly checks should include oil level verification and an inspection for hydraulic fluid leaks. In the electrical realm, focus on the grounding system. A dedicated ground rod is usually required for laser machines to prevent electromagnetic interference (EMI). Ensure the connection to this ground rod is clean and tight.
Mechanically, the tension of the drive belts (if applicable) should be checked monthly. If the belts are too loose, you will see ‘backlash’ in your cuts, where circles appear as ovals. If they are too tight, you will put undue stress on the motor bearings. For machines using a rack and pinion system, check the engagement between the pinion gear and the rack. Use a dial indicator to measure backlash in each axis; if it exceeds the manufacturer’s tolerance, an adjustment of the motor mounting position may be necessary.
The Lubrication Plan: Keeping Motion Fluid
Lubrication is the lifeblood of mechanical longevity. A proper lubrication plan involves using the correct type of lubricant for each specific part. Most HARSLE machines utilize a lithium-based grease for the linear guides and a specialized rack grease for the motion system.
- Linear Guides: Weekly cleaning, monthly deep lubrication. Use a grease gun to inject lubricant into the carriage blocks until a small amount of clean grease exits the seals.
- Rack and Pinion: Monthly cleaning of the old, contaminated grease followed by the application of a fresh, thin layer. Avoid over-greasing, as excess grease attracts metal dust, creating an abrasive paste.
- Ball Screws (Z-axis): The Z-axis often uses a ball screw for vertical precision. This should be lubricated monthly with a light machine oil or specialized ball screw grease to ensure smooth movement during height sensing.
Troubleshooting Signals: When to Call a Technician
Even with perfect maintenance, components eventually wear out. Recognizing the early warning signs can save you from a total system shutdown. If you notice any of the following, it is time to perform a deep diagnostic or call in a professional technician:
- Increased Burring: If the underside of your cuts suddenly shows more dross or burrs, and gas pressure is correct, your optics may be contaminated or the laser beam may be out of focus.
- Unusual Noise: A grinding or squealing noise during high-speed traverses usually indicates a lack of lubrication or a failing bearing in a motor or guide block.
- Alarm Logs: Never ignore ‘minor’ alarms. Frequent ‘Over-temperature’ or ‘Low Gas Pressure’ alarms are precursors to component failure.
- Inconsistent Cut Quality: If the cut is clean on one side of the table but poor on the other, the machine is likely out of level or the gantry is no longer square.
Comprehensive Maintenance Schedule Table
| Frequency | Component | Action Required |
|---|---|---|
| Weekly | Cutting Head | Inspect protective window, check seals, clean nozzle. |
| Weekly | Chiller | Clean air filters, check water level and conductivity. |
| Weekly | Guide Rails | Wipe clean and check for adequate lubrication. |
| Weekly | Gas System | Check for leaks in hoses and regulators; check air dryer. |
| Monthly | Electrical Cabinet | Vacuum dust, tighten electrical terminals. |
| Monthly | Exhaust System | Clean ductwork, empty dust bins, check pneumatic shutters. |
| Monthly | Rack & Pinion | Remove old grease, apply fresh lubricant, check for backlash. |
| Monthly | Machine Bed | Check leveling and inspect slats for slag buildup. |
| Monthly | Laser Source | Verify ambient temperature/humidity; inspect fiber cable. |
Frequently Asked Questions (FAQ)
How often should I change the water in my laser chiller?
For most industrial environments, a complete water change is recommended every 3 to 6 months. However, you should check the water quality weekly. If you notice any discoloration or if the conductivity meter shows a spike, change the water immediately and replace the deionizing (DI) filters.
Can I use standard shop air for my laser cutting machine?
You can, but it must be extremely clean and dry. Standard shop air usually contains oil and moisture which will destroy the laser optics. You must use a high-quality refrigerated air dryer and a multi-stage filtration system (down to 0.01 micron) to ensure the air is ‘laser-grade’.
What happens if I don’t lubricate the guide rails?
Without lubrication, the friction between the bearing blocks and the rails will generate heat, leading to rapid wear. This results in ‘play’ in the machine, loss of cutting precision, and eventually, the bearing blocks will seize, potentially damaging the servo motors and the rails themselves.
Why is my laser cutting head getting hot?
A hot cutting head is usually a sign of contaminated optics. If the protective window or internal lenses have dust on them, they absorb the laser’s energy instead of letting it pass through. This heat can damage the internal sensors and seals. Stop the machine immediately and inspect the optics.
Is it necessary to level the machine every month?
While it may not need adjustment every month, checking it is vital. In many shops, the floor can settle over time, especially with the weight of a heavy laser machine and the constant movement of the gantry. A quick 5-minute check with a spirit level can prevent months of subtle accuracy issues.











