Comprehensive Press Brake Buying Guide: Key Technical Factors

Comprehensive Press Brake Buying Guide is essential for modern sheet metal fabrication, as selecting the right machine directly affects productivity, accuracy, and profitability. This guide provides mechanical engineers, factory owners, and procurement managers with a technical framework for evaluating high-precision bending equipment. Whether moving from mechanical brakes to high-speed hydraulic models or exploring all-electric servo systems, understanding machine specifications is critical. A press brake is more than a bending tool—it integrates structural design, fluid dynamics, electronics, and advanced software. Informed selection requires consideration of material properties and mechanical principles to ensure the equipment meets production needs efficiently, avoiding unnecessary overhead while maintaining high-quality output.
Understanding the Basics of Press Brake Technology
A press brake is a machine tool designed for bending sheet and plate materials, primarily sheet metal. It creates predetermined bends by clamping the workpiece between a punch and die. Mechanical press brakes, historically dominant, used flywheel and crank mechanisms. Modern systems now include hydraulic, electric, and hybrid drives. Air bending is the most common method, where the punch presses material into the die without contacting the V-opening bottom, allowing multiple angles with one set of tools. Understanding frame design—such as C-frame versus O-frame—is crucial, as it influences throat depth and the machine’s structural rigidity under full load. Proper knowledge ensures accuracy and durability in high-precision bending operations.
Why This Press Brake Buying Guide Matters in Fabrication
Investment in a press brake often represents hundreds of thousands of dollars. An incorrect purchase can lead to bottlenecks, excessive scrap rates, and an inability to meet tight tolerance requirements. In a competitive market, the difference between a 3-axis backgauge and a 6-axis backgauge can mean the difference between profitable complex part production and labor-intensive manual setups. This guide prioritizes the technical aspects that impact return on investment (ROI), such as cycle times, energy consumption, and the reduction of setup times through advanced CNC interfaces. By aligning machine capabilities with material properties and part geometry, manufacturers can ensure they are equipped for both current projects and future market shifts.
Precision in the bending process is not just about the machine’s force; it is about the synchronization of the Y1 and Y2 cylinders and the intelligence of the backgauge system.
Key Technical Factors in a Press Brake Buying Guide
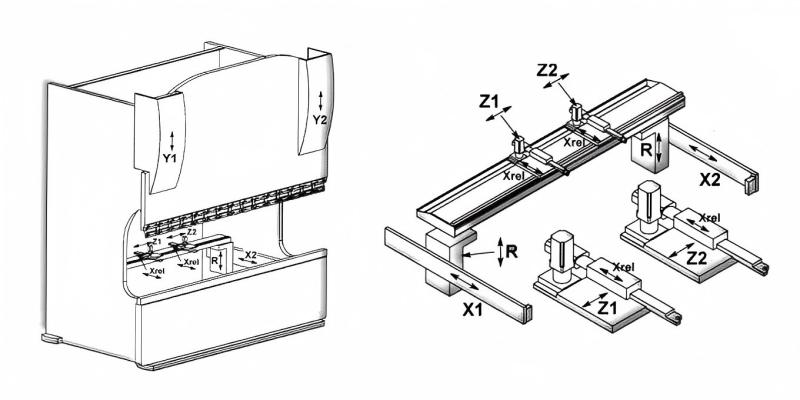
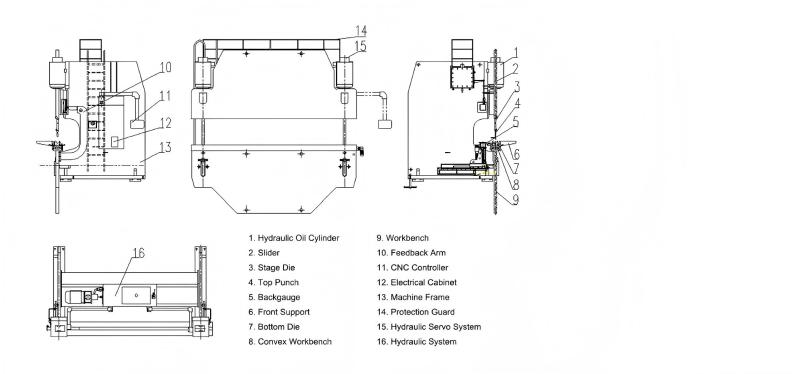
When evaluating a press brake, ten critical factors define performance. Tonnage Capacity sets the maximum material thickness and length. Bending Length must accommodate the longest parts with clearance. Throat Depth limits how far a part can be inserted. Backgauge Configuration ranges from simple X-axis to complex R, Z1, Z2, X1, and X2 setups for tapered or asymmetrical parts. CNC Controller manages 3D visualization and bend sequencing. Crowning System compensates for bed deflection. Drive System Type (Hydraulic vs. Electric) affects speed and efficiency. Tooling Compatibility covers American, European, or New Standard styles. Accuracy and Repeatability are measured in microns. Safety Systems, such as laser guarding, protect operators without slowing production.
Tonnage Calculation: A Core Press Brake Buying Guide Metric

Calculating the required tonnage is crucial when selecting a press brake. Insufficient force causes stalling or inconsistent bends, while excessive force can damage tooling. For air bending mild steel, the standard formula is P = (650 × S × S × L) / V, where P is force in tons, S is material thickness in millimeters, L is bend length in meters, and V is the V-die opening in millimeters. For stainless steel, multiply by 1.5 due to higher tensile strength. Die opening is typically eight times the material thickness for up to 6 mm. For example, bending 3 mm mild steel over 2 m with a 24 mm die requires 97.5 tons, plus a 20 % safety margin.
| Material Thickness (mm) | Recommended V-Opening (mm) | Tonnage per Meter (Mild Steel) | Tonnage per Meter (Stainless Steel) |
|---|---|---|---|
| 1.0 | 8 | 8 | 12 |
| 2.0 | 16 | 17 | 25 |
| 3.0 | 24 | 25 | 37 |
| 6.0 | 50 | 48 | 72 |
| 10.0 | 80 | 82 | 123 |
Evaluating CNC Systems in Your Press Brake Buying Guide
Modern CNC (Computer Numerical Control) systems have revolutionized the bending process. A high-end controller allows operators to import CAD files directly, automatically calculating the most efficient bend sequence and tool selection. Look for controllers that offer 3D simulation to detect potential collisions before the first piece of metal is bent. Furthermore, integrated Industry 4.0 features enable remote diagnostics and production tracking, which are vital for large-scale operations. The user interface should be intuitive, reducing the learning curve for new operators and allowing for quick adjustments to the backgauge positions or ram depth to correct for material variations like springback.
Comparing Machine Types: Hydraulic, Electric, and Hybrid
Selecting the drive system is a balance between speed, maintenance, and energy costs. Hydraulic press brakes are the workhorses of the industry, offering high tonnage at a lower initial cost. However, they require oil changes and can be affected by thermal expansion. Electric press brakes utilize servo-electric motors and belts, offering extreme precision, faster cycle times, and significantly lower energy consumption, though they are usually limited to lower tonnage ranges (typically under 200 tons). Hybrid machines combine the power of hydraulics with the precision of servo-drive control, using small oil reservoirs and servo motors to drive pumps only when the machine is in motion, offering a middle ground in terms of cost and efficiency.
| Feature | Hydraulic | Electric | Hybrid |
|---|---|---|---|
| Speed | Moderate | Very High | High |
| Precision | High | Ultra-High | High |
| Energy Consumption | High | Low | Low-Moderate |
| Maintenance Needs | Regular (Oil/Filters) | Minimal | Moderate |
| Initial Investment | Lower | Higher | Moderate |
Step-by-Step Press Brake Buying Guide to the Selection Process
Analyze Your Product Mix: Review current and upcoming part designs, noting maximum thickness, length, and complexity. Calculate Maximum Tonnage: Use formulas for the most demanding material in your production. Determine Backgauge Requirements: For parts with multiple flanges or non-parallel sides, select a 4-axis or 5-axis backgauge. Evaluate Crowning Needs: Machines over 2 m require mechanical or hydraulic crowning to prevent bend deformation. Select Tooling Style: Ensure the clamping system matches your existing tooling or choose Wila/New Standard for rapid changeovers. Request a Live Demo: Test challenging parts to verify accuracy and cycle times. Review Service and Support: Confirm local technician availability and a comprehensive spare parts inventory.
A press brake is only as good as its crowning system; without it, long parts will never achieve uniform angles across the entire length.
Common Mistakes to Avoid
One of the most frequent errors is underestimating the importance of the die opening (V-width). Using a die that is too narrow increases the required tonnage exponentially and can damage the machine or tool. Another mistake is ignoring the stroke length and open height; if you produce deep boxes, you need a large open height to remove the part after bending. Many buyers also overlook the cost of tooling, which can add 15 to 20 percent to the total machine price. Finally, failing to account for the material’s tensile strength variations—especially in recycled or lower-grade steels—can lead to inconsistent bending angles if the CNC doesn’t have active angle measuring sensors.
Industry Applications and Engineering Scenarios
In the aerospace industry, where tolerances are razor-thin, all-electric press brakes are preferred for their repeatability. In contrast, heavy equipment manufacturers producing chassis components for construction machinery rely on high-tonnage tandem hydraulic press brakes that can reach lengths of 12 meters or more. For job shops that handle a diverse range of parts, a 150-ton hydraulic or hybrid machine with a 6-axis backgauge and quick-change tooling offers the most versatility. Consider a scenario where a shop produces stainless steel cabinets: the high springback of stainless requires a CNC with sophisticated material libraries and perhaps a laser angle-measuring system to ensure every bend is perfect on the first hit.
Conclusion and Final Recommendations
Choosing the right equipment through a comprehensive Press Brake Buying Guide involves balancing technical specifications with operational goals. Prioritize a machine that offers slightly more tonnage and length than your current maximum requirements to allow for future growth. Focus on the quality of the backgauge and the sophistication of the CNC software, as these drive the actual productivity of the machine more than the ram speed alone. By following the engineering principles of tonnage calculation and understanding the trade-offs between different drive systems, you can secure a machine that provides high-quality output for decades.
FAQ
How do I calculate the required tonnage for my press brake?
Use the formula P = (650 * S * S * L) / V for mild steel, where S is thickness in mm, L is length in meters, and V is die opening in mm. Multiply by 1.5 for stainless steel.
What is the advantage of an electric press brake over a hydraulic one?
Electric press brakes offer higher precision, faster cycle speeds, lower energy consumption, and less maintenance since they do not require oil changes or seal replacements.
Why is a crowning system necessary?
Crowning compensates for the natural deflection of the machine’s bed and ram under pressure, ensuring that the bending angle remains consistent across the entire length of the part.
How many axes should my backgauge have?
For simple parts, a 2-axis (X, R) gauge is sufficient. For complex parts with multiple depths or tapered flanges, a 4-axis (X, R, Z1, Z2) or 6-axis system is recommended.
What is the difference between air bending and bottoming?
Air bending uses the three points of contact (two on the die, one on the punch) to form the angle without touching the bottom of the die, whereas bottoming presses the material fully into the die shape, requiring much higher tonnage.










