Repeatability in Backgauge Positioning: A Technical Guide

Repeatability in Backgauge Positioning is a critical factor in precision sheet metal fabrication. Accuracy and repeatability are often confused, but they differ significantly: accuracy is a machine’s ability to reach a target coordinate, while repeatability measures its ability to return to the same coordinate consistently over thousands of cycles. In CNC press brakes, the backgauge system underpins every bend. Even small deviations between parts can accumulate, causing scrap, assembly failures, and reduced structural integrity. Understanding and ensuring repeatable backgauge positioning is essential not only for part quality but also for achieving high Operational Equipment Effectiveness (OEE) and maintaining a competitive advantage in modern manufacturing environments.
Understanding the Basics: Accuracy vs. Repeatability
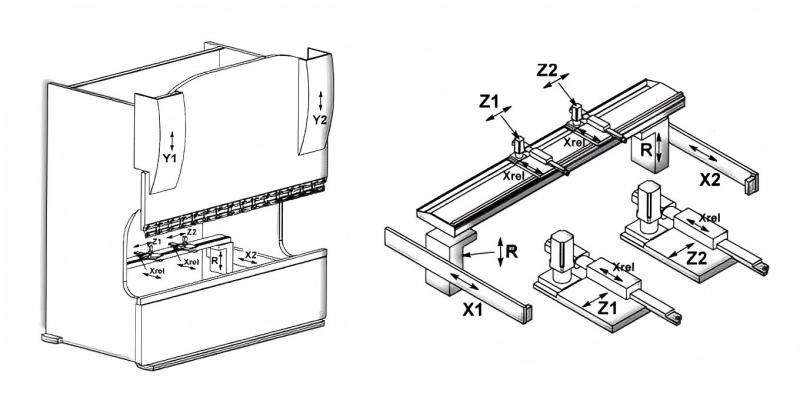
To understand the importance of repeatability in backgauge positioning, it is essential to define the mechanical parameters. The backgauge serves as the stop for sheet metal before the ram descends for bending. CNC backgauges operate across multiple axes, commonly X (front-to-back), R (up-and-down), and Z1/Z2 (left-to-right). Repeatability measures how consistently these axes return to the same target under identical conditions. While a backgauge may be accurate once, repeatability ensures the hundredth part matches the first. Technically, it is expressed as the standard deviation of repeated movements, usually measured in microns or thousandths of an inch, and is critical for maintaining consistent quality in high-precision bending operations.
Repeatability is the soul of precision; without it, even the most accurate machine is simply a high-cost source of inconsistency.
Why This Topic Matters in Sheet Metal Fabrication
The practical importance of backgauge repeatability in sheet metal fabrication is immense. In multi-bend sequences, flange lengths are dictated by backgauge positioning. Poor X-axis repeatability causes variations in these lengths, creating problems for downstream processes like robotic welding or automated assembly, which require tight tolerances. In high-volume production, even minor deviations accumulate, leading to misalignment. For example, a box component with four bends can experience significant edge misalignment if each backgauge position deviates by just 0.1 mm. High repeatability minimizes manual checks and adjustments, enabling stable, automated, or “lights-out” manufacturing. Consistent backgauge performance ensures dimensional accuracy, reduces scrap, and maintains productivity in precision metal bending operations.
Key Factors to Consider in Backgauge Precision

Several mechanical and electronic factors influence the repeatability of a backgauge system. Understanding these is essential for any purchasing manager or lead engineer evaluating new equipment.
- Drive Systems: The choice between ball screws, rack-and-pinion, or belt drives significantly impacts precision. High-precision ground ball screws are generally preferred for their minimal backlash and high torsional rigidity.
- Servo Motor Resolution: The encoders mounted on the servo motors determine the smallest increment the system can detect. High-resolution absolute encoders are now industry standard for ensuring the CNC knows the exact position of the gauge at all times.
- Mechanical Rigidity: The backgauge frame must withstand the impact of heavy sheets being pushed against it. Any flexing in the gauge bar or the fingers will translate directly into positioning errors.
- Thermal Expansion: In non-climate-controlled environments, the metal components of the backgauge can expand or contract with temperature changes. Advanced systems include thermal compensation algorithms to mitigate this.
- Homing and Calibration: The method by which the machine establishes its ‘zero’ point is critical. Systems that use high-precision reference switches or absolute encoders offer superior consistency after power-up.
Technical Explanation and Repeatability Calculation
From an engineering perspective, repeatability is often quantified using statistical methods. The most common approach involves taking a set of measurements (n) at a specific target position and calculating the range or the standard deviation. A common industry formula for expressing repeatability is based on the 3-sigma rule, which suggests that 99.7 percent of all positions will fall within a specific range.
The mathematical expression for the standard deviation (s) of the backgauge position is:
s = sqrt [ sum ( (xi – mu)^2 ) / (n – 1) ]
Where xi represents each individual measured position, mu is the mean of all positions, and n is the number of samples. The repeatability is then often stated as +/- 3s.
Consider a scenario where a backgauge is commanded to X=100.00mm. If the measured positions over ten cycles are 100.005, 99.998, 100.002, 100.000, 99.997, 100.003, 100.001, 99.999, 100.004, and 100.001, the range of deviation is only 0.008mm. This level of repeatability ensures that the flange length will remain within a +/- 0.01mm tolerance, which is exceptional for sheet metal work.
Comparison of Backgauge Drive Technologies

Different drive technologies offer varying levels of repeatability and speed. Choosing the right one depends on the specific requirements of the fabrication shop. The following table compares common systems used in modern press brakes:
| Technology Type | Typical Repeatability | Max Speed | Best Use Case |
|---|---|---|---|
| Precision Ball Screw | +/- 0.01 mm | 400 mm/s | High-precision electronic components |
| Rack and Pinion | +/- 0.05 mm | 600 mm/s | Large scale architectural panels |
| Linear Motors | +/- 0.002 mm | 1000+ mm/s | Ultra-high-speed robotic cells |
| Timing Belt Drive | +/- 0.10 mm | 500 mm/s | General purpose light fabrication |
In complex bending, the backgauge doesn’t just hold the part; it guides the entire geometry of the finished product.
Step-by-Step Guide to Maintaining Backgauge Repeatability
Maintaining the high repeatability of a CNC backgauge requires a disciplined maintenance and calibration schedule. Follow these steps to ensure long-term performance:
- Daily Cleaning: Remove metal dust and debris from the ball screws and linear guides. Even small particles can interfere with the smooth movement of the gauge.
- Weekly Lubrication: Use the manufacturer-specified grease or oil for the ball screws and guideways. Lack of lubrication increases friction, leading to heat and mechanical wear that degrades repeatability.
- Monthly Rigidity Check: Inspect the backgauge fingers and the gauge bar for any signs of loosening. Tighten all mounting bolts and check for any play in the Z-axis movement.
- Quarterly Calibration: Use a high-precision dial indicator or a laser interferometer to verify that the CNC-reported position matches the physical position across the full travel of the X and R axes.
- Verify Homing Cycles: Ensure the machine homes correctly every time it is powered on. If the homing position drifts, all subsequent measurements will be offset.
Common Mistakes to Avoid
Even with high-quality press brakes, certain practices can compromise backgauge repeatability. Ignoring material thickness variations is a common mistake; even a perfectly repeatable backgauge will produce inconsistent bend lines if sheet thickness changes. Over-tightening or under-tightening the backgauge fingers can also affect accuracy, as excessive force may tilt the fingers, shifting the contact point. Additionally, many shops overlook backlash compensation. Modern CNCs include software to correct the small gap between the ball screw and nut, but this must be calibrated regularly as the machine wears. Neglecting this adjustment leads to lost motion during directional changes, reducing overall precision and consistency in bending operations.
Industry Applications and Use Cases
The demand for high backgauge repeatability spans across numerous industries. In the aerospace sector, where components must meet stringent weight and fitment standards, repeatability is non-negotiable. For example, forming the internal ribs of a wing requires multiple precise bends where even a 0.05mm error can lead to a part being scrapped. In the medical device industry, surgical grade stainless steel components often require intricate bends on a very small scale; here, backgauge repeatability in the micron range is essential. Even in the automotive industry, the shift toward electric vehicles (EVs) has increased the need for precise battery enclosures and heat shields, where high repeatability ensures that cooling channels and mounting points align perfectly during automated assembly processes.
Conclusion
Repeatability in backgauge positioning is the cornerstone of modern sheet metal fabrication. It transforms a press brake from a simple bending tool into a high-precision manufacturing instrument. By focusing on mechanical rigidity, high-quality drive components, and rigorous maintenance, fabricators can achieve the consistency required for today’s demanding markets. For engineers and factory owners, investing in a machine with superior backgauge repeatability is an investment in reduced scrap, higher efficiency, and a more reliable production cycle. As automation continues to dominate the industrial landscape, the role of the backgauge as a precise, repeatable reference point will only become more critical.
FAQ
What is the difference between accuracy and repeatability?
Accuracy is the ability of the backgauge to reach a specific target value, while repeatability is the ability of the system to consistently reach that same value over multiple cycles. Repeatability is generally considered more important for production consistency.
How often should I calibrate my press brake backgauge?
For high-precision shops, a quarterly calibration is recommended. However, a quick check with a dial indicator should be performed monthly, especially if the machine is running multiple shifts or if the ambient temperature fluctuates significantly.
Can thermal expansion really affect backgauge repeatability?
Yes, steel has a coefficient of thermal expansion. In a large machine, a 10-degree Celsius temperature change can cause the gauge bar to expand by several microns, which may exceed tight tolerances if not compensated by the CNC software.
Why are ball screws preferred over belt drives for backgauges?
Ball screws offer much higher mechanical rigidity and negligible backlash compared to belts, which can stretch or flex under load. This makes ball screws the superior choice for high-precision repeatability in the X and R axes.
What is backlash compensation in a CNC backgauge?
Backlash compensation is a software feature that accounts for the tiny mechanical play between the screw and the nut. When the gauge changes direction, the CNC adds a small amount of extra movement to ensure the physical position is correct.











