Understanding Springback Physics in Sheet Metal Bending

Springback Physics in Sheet Metal Bending plays a crucial role in achieving precise bends in metal fabrication. When the punch retracts, the metal experiences a phenomenon known as springback, where internal elastic stresses push the material back to its original shape. This elastic recovery is a challenge for mechanical engineers, especially in high-precision manufacturing. Predicting and compensating for springback is essential to ensure the final product meets the required tolerances. Whether crafting aerospace components or heavy-duty industrial enclosures, understanding springback physics enables engineers to optimize their processes, reducing scrap and ensuring superior product quality. Proper compensation for springback can significantly improve production efficiency and part accuracy.
Understanding the Basics of Springback Physics
Springback Physics occurs when the forming force is removed from a part at the end of the bending process, causing a geometric change in the material. This phenomenon is tied to the atomic structure of the material. During bending, the sheet metal undergoes both elastic and plastic deformation. The outer radius stretches under tension, while the inner radius compresses. Only the plastic deformation remains permanent, while the elastic portion causes the material to return to its original position after the force is released. This “elastic recovery” leads to the final bend angle being slightly wider than the angle formed during the press brake operation.
Why Springback Physics Matters in Sheet Metal Fabrication

In modern industrial manufacturing, the cost of error is high. If springback Physics is not accurately accounted for, a batch of several hundred parts may fail to meet quality control standards, leading to significant material waste and lost machine time. Furthermore, in complex assemblies, even a 0.5-degree deviation in a single bend can lead to cumulative errors that make final assembly impossible without manual rework. Understanding the underlying physics allows engineers to move beyond ‘trial and error’ methods toward predictable, data-driven fabrication. By mastering these principles, factory managers can reduce setup times, optimize tooling selection, and improve the overall throughput of their CNC press brakes.
In precision bending, we are not just fighting the metal; we are negotiating with its atomic memory. Success lies in knowing exactly how much it will try to remember its original shape.
Key Factors to Consider in Elastic Recovery
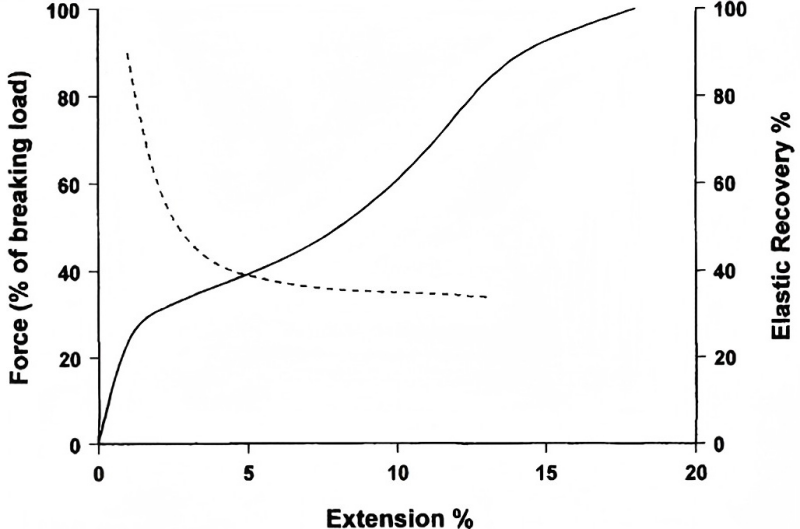
Several factors influence the magnitude of springback Physics in sheet metal bending. The first key factor is the yield strength of the material. High-strength materials like HSLA steels or T6-temper aluminum alloys experience greater springback due to their ability to store more elastic energy before permanent deformation. Another critical factor is the Elastic Modulus (Young’s Modulus), which determines the material’s stiffness. A lower modulus leads to higher springback. Additionally, the ratio of the bend radius to sheet thickness (R/t ratio) plays a significant role. As the bend radius increases relative to the thickness, plastic deformation decreases, leading to a higher elastic recovery percentage.
Technical Explanation and Engineering Calculations
Predicting springback requires analyzing the stress-strain curve of the material. During bending, the neutral axis shifts, and stress distribution becomes non-linear. The Springback Factor (K) represents the ratio of the final bend angle (alpha_f) to the initial bend angle (alpha_i). A simplified model for predicting the final bend radius (R_f) after release is:RfRi=4(E⋅tRi⋅Σy)3−3(E⋅tRi⋅Σy)+1
In this equation, Ri is the initial bend radius, Σy is yield strength, E is Young’s Modulus, and t is sheet thickness. As yield strength increases or thickness decreases, Rf increases significantly. Engineers use these calculations to adjust CNC backgauge and punch depth, compensating for overbend to match expected recovery.
Comparison of Bending Methods and Springback Impact
Different bending technologies interact with springback physics in various ways. The following table provides a comparison of common methods and their relationship with elastic recovery.
| Bending Method | Springback Magnitude | Control Mechanism | Primary Advantage |
|---|---|---|---|
| Air Bending | High | Stroke Depth Control | Maximum versatility with minimal tooling |
| Bottoming | Moderate | Mechanical Pressure | Higher repeatability for specific angles |
| Coining | Negligible | Extreme Pressure | Eliminates springback by ‘flowing’ the metal |
| Panel Bending | Controlled | Real-time Sensors | Automated compensation for material variance |
Step-by-Step Guide to Springback Compensation
Managing springback in a production environment requires a systematic approach to ensure precise bends. Follow these steps for optimal results:
- Material Characterization: Confirm the actual yield strength of the material batch, as mill reports may vary.
- Tooling Selection: Choose the appropriate V-die width for the material thickness, typically 8 times the thickness for mild steel.
- Calculate the Overbend: Use the formula or consult the CNC database to determine the required initial angle.
- Perform a Trial Bend: Test the bend on a scrap piece with the same grain orientation.
- Measurement and Feedback: Measure the angle with a digital protractor and input any deviation into the CNC system.
- Real-time Monitoring: Use integrated laser or contact angle sensors to adjust for material inconsistencies during the stroke, if available.
By following these steps, you can manage springback and achieve accurate results in your press brake operations.
Modern CNC systems have largely automated the math, but the engineer must still understand the physics to troubleshoot when the machine encounters a material batch that defies the standard models.
Common Mistakes to Avoid in Bending Operations
One of the most frequent errors is ignoring the grain direction of the sheet metal. Bending parallel to the grain results in more springback and a higher risk of cracking than bending perpendicular to the grain. Another common mistake is assuming that all ‘Mild Steel’ is identical. Variations in carbon content and processing can lead to different yield strengths even within the same grade. Finally, many operators fail to maintain their tooling. Worn-out punches or dies can change the effective radius, leading to unpredictable springback behavior that no amount of software compensation can fully resolve.
Industry Applications and Practical Scenarios
In the automotive industry, the use of Advanced High-Strength Steels (AHSS) has made springback management a critical bottleneck. Engineers must use complex finite element analysis (FEA) to predict how these thin, extremely strong materials will behave. In the appliance industry, where aesthetic appeal is paramount, coining is often used for small radii to eliminate springback entirely and create sharp, clean corners. In contrast, the heavy equipment industry relies on massive air bending operations where the CNC controller must compensate for several degrees of springback in thick plate sections (20mm and above). Each application requires a different balance of the physics principles discussed here.
Conclusion and Recommendations
Springback is an unavoidable reality of sheet metal fabrication, but it is not an insurmountable obstacle. By understanding the physics of elastic recovery—specifically the roles of yield strength, Young’s Modulus, and the geometry of the bend—engineers can design more robust processes. For those looking to upgrade their capabilities, investing in press brakes with integrated angle measurement systems is highly recommended. These systems provide real-time compensation that effectively ‘solves’ the physics of springback for every single bend, ensuring that even with material variations, the final product remains within tolerance. Ultimately, the goal is to transform the ‘art’ of bending into a repeatable, scientific process.
FAQ
How does material thickness affect the amount of springback?
Generally, thicker materials exhibit less springback relative to the bend angle because a larger portion of the material thickness undergoes plastic deformation, reducing the relative influence of the elastic core.
Can I eliminate springback entirely through air bending?
No, air bending will always result in springback because the material is never fully ‘set’ by the tooling. You must compensate by overbending. Only coining can virtually eliminate springback by exceeding the material’s compressive strength.
What is the relationship between V-die width and springback?
A wider V-die generally increases the bend radius, which in turn increases the springback. Conversely, a narrower V-die creates a tighter radius and can reduce springback, though it requires significantly more tonnage.
Why does stainless steel have more springback than mild steel?
Stainless steel, particularly the 300 series, has a higher work-hardening rate and yield strength, meaning it stores more elastic energy during the bend, leading to greater recovery after the load is removed.
Does the speed of the press brake affect springback?
While springback is primarily a material property, very high speeds can introduce heat or dynamic effects, but for most hydraulic press brakes, ‘dwell time’ (holding the punch at the bottom of the stroke) is more effective at stabilizing the bend than changing the stroke speed.











