How One Factory Lowered Scrap Rates Using a Hydraulic Press: A Comprehensive Case Study

Introduction: The High Cost of Manufacturing Inefficiency
In the competitive landscape of modern metal fabrication, the margin for error is thinner than the sheet metal being processed. For many facilities, the primary obstacle to profitability isn’t a lack of orders, but rather the internal cost of waste. Scrap rates—the percentage of raw material that is discarded due to defects, misalignments, or structural failures—can consume up to 10-15% of a factory’s operating budget if left unchecked. This article explores a transformative journey: How One Factory Lowered Scrap Rates Using A Hydraulic Press, specifically focusing on the transition from legacy mechanical systems to advanced HARSLE hydraulic technology.
The factory in question, a mid-sized automotive component supplier, faced a recurring problem. Their mechanical presses, while fast, lacked the nuanced control required for complex deep-drawing operations. The result was a staggering 8% scrap rate, primarily caused by tearing and uneven wall thickness in their aluminum housings. By integrating a high-precision HARSLE hydraulic press, they were able to stabilize their production environment. This case study serves as a blueprint for other manufacturers looking to optimize their output and minimize material loss.
Understanding the shift requires a look at the fundamental mechanics of metal forming. Unlike mechanical presses that deliver a fixed stroke with varying force, a hydraulic press provides constant pressure throughout the entire stroke. This capability is the cornerstone of how one factory lowered scrap rates using a hydraulic press. By maintaining a steady flow of force, the material is allowed to flow into the die naturally, reducing the internal stresses that lead to cracks and rejects.
Furthermore, the implementation of HARSLE’s smart control systems allowed the factory to monitor real-time data. Every cycle was recorded, analyzed, and adjusted. This move toward “Industry 4.0” readiness meant that the factory could identify a potential defect before the part was even finished. In the following sections, we will break down the technical considerations and selection strategies that made this success story possible.
Key Considerations for Reducing Scrap in Metal Fabrication
When analyzing how one factory lowered scrap rates using a hydraulic press, several key considerations emerge as critical factors. The first is the concept of “Pressure Consistency.” In traditional mechanical stamping, the force peaks at the bottom of the stroke. If the material thickness varies even slightly, the mechanical press may over-compress or under-form the part. A hydraulic press, however, can be programmed to maintain a specific tonnage regardless of minor material fluctuations, ensuring every part meets the required specifications.
Another vital consideration is the speed of the ram. High-speed impact often causes “shock” to the metal, leading to microscopic fractures. The factory discovered that by using a HARSLE hydraulic press with adjustable approach and pressing speeds, they could slow down the ram just as it contacted the workpiece. This “soft touch” approach significantly reduced the incidence of surface marring and structural deformation, which were major contributors to their previous scrap levels.
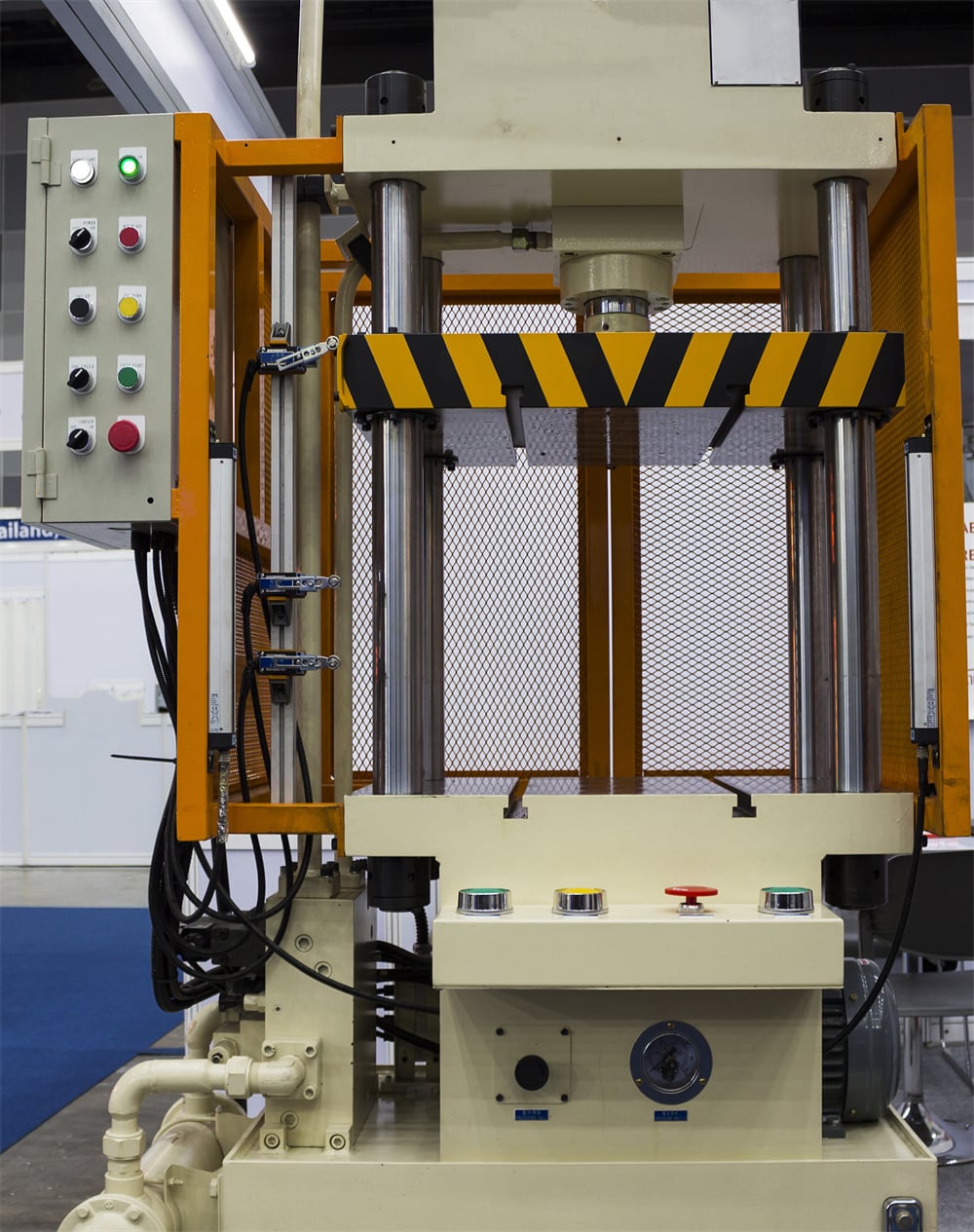
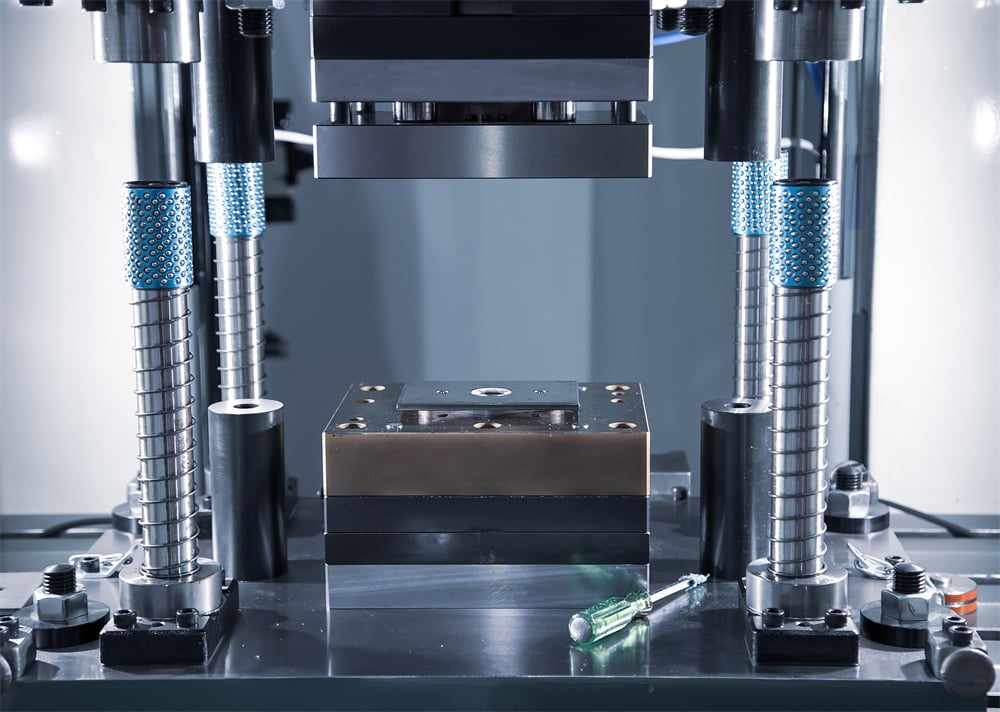
Tooling alignment also plays a massive role in waste reduction. A hydraulic press with a rigid, four-column or H-frame design minimizes frame deflection. When the frame flexes under load, the upper and lower dies become misaligned, causing uneven wear and lopsided parts. By investing in a HARSLE press with high structural rigidity, the factory ensured that the force was always applied perfectly perpendicular to the workpiece, extending die life and ensuring part uniformity.
Finally, the human element cannot be ignored. Modern hydraulic presses feature intuitive PLC (Programmable Logic Controller) interfaces. The factory found that by simplifying the setup process through pre-programmed recipes, they reduced operator error. In the past, manual adjustments to mechanical flywheels were prone to inconsistency. With the new system, the operator simply selects the part number, and the press adjusts its stroke, pressure, and dwell time automatically, leaving no room for guesswork.
Technical Details: The HARSLE Advantage
To truly understand how one factory lowered scrap rates using a hydraulic press, one must look at the technical specifications of the machinery involved. HARSLE hydraulic presses are engineered with a focus on precision and durability. The core of the system is the hydraulic circuit, which utilizes high-quality valves and pumps to ensure smooth, vibration-free operation. Vibration is a silent killer of precision; by dampening these forces, the press maintains a stable environment for the metal to be shaped.
| Feature | Technical Specification | Impact on Scrap Rate |
|---|---|---|
| Pressure Control | +/- 1% Accuracy | Prevents over-thinning and tearing of material. |
| Stroke Positioning | 0.01mm Resolution | Ensures consistent depth in deep-drawing applications. |
| Frame Construction | High-Tensile Welded Steel | Eliminates deflection-related misalignments. |
| Cooling System | Integrated Oil Cooler | Maintains oil viscosity for consistent pressure over long shifts. |
The integration of servo-motor technology is another technical leap. HARSLE’s servo-hydraulic presses only consume energy when the ram is moving, but more importantly, they offer unparalleled control over the ram’s velocity profile. This means the factory could program a fast approach, a slow press, and a quick return. This level of control is essential for materials like high-strength steel or aerospace-grade aluminum, which are notoriously difficult to form without defects.
Furthermore, the use of advanced sensors allows for “In-Process Monitoring.” These sensors detect if a blank is misaligned or if the material is resisting the draw more than expected. If an anomaly is detected, the press can stop immediately, preventing the destruction of the die and the waste of the material. This proactive approach is a cornerstone of how one factory lowered scrap rates using a hydraulic press, moving from a reactive “check at the end” quality control model to a proactive “check during the process” model.
Maintenance also becomes more predictable with HARSLE equipment. The built-in diagnostics alert the maintenance team to filter clogs or seal wear before they affect the machine’s performance. Consistent maintenance ensures that the machine operates at peak efficiency, preventing the gradual drift in precision that often leads to a slow increase in scrap rates over time.
Selection Advice: Choosing the Right Press to Minimize Waste
Selecting the right machinery is the first step in replicating the success of the factory mentioned in our case study. When looking for a hydraulic press, the first metric to consider is the Tonnage Requirement. It is a common mistake to buy a press that is exactly at the limit of your required force. To reduce scrap, it is better to have a buffer. Operating a press at 70-80% of its maximum capacity ensures greater stability and less strain on the hydraulic components, leading to more consistent results.
Secondly, consider the Bed Size and Bolster Dimensions. A bed that is too small for the die can lead to uneven pressure distribution. The factory that lowered its scrap rates ensured that their HARSLE press had a generous bed area, allowing for robust die sets with proper guiding pins. This stability is crucial for multi-stage progressive dies where the material moves through several forming stations.
Thirdly, evaluate the Control System. In the modern era, a manual valve-operated press is rarely sufficient for high-precision work. Look for systems that offer multi-step programming. The ability to store hundreds of “recipes” allows for quick changeovers between different parts. This is particularly important for job shops that handle various materials and thicknesses throughout the day. A HARSLE press with a touchscreen interface makes these transitions seamless and error-free.
- Assess Material Type: Softer metals like aluminum require gentler pressure curves than stainless steel.
- Evaluate Stroke Length: Ensure the stroke is sufficient for deep-draw parts without needing multiple hits.
- Check Safety Features: Light curtains and dual-hand controls not only protect workers but also prevent accidental cycles that could ruin a part.
- Consider Automation Compatibility: If you plan to add robotic loaders later, ensure the press PLC can communicate with external controllers.
Finally, look at the manufacturer’s reputation for support and parts availability. A machine is only as good as its uptime. HARSLE provides comprehensive documentation and global support, ensuring that if a technical issue does arise, it can be resolved before it impacts the production schedule and leads to a backlog of potentially defective parts.
Frequently Asked Questions (FAQ)
How does a hydraulic press specifically reduce scrap compared to a mechanical press?
A hydraulic press reduces scrap by providing constant pressure throughout the stroke and allowing for adjustable speeds. Mechanical presses have a fixed stroke and speed, which can cause material to tear or wrinkle if the material thickness varies. The hydraulic press’s ability to “dwell” at the bottom of the stroke also helps in setting the shape of the metal, reducing spring-back issues.
Can I retrofit my old press to achieve these results?
While some retrofitting is possible, such as adding new PLC controls or sensors, the fundamental frame rigidity and hydraulic circuit design of a modern HARSLE press are difficult to replicate in an older machine. Often, the cost of a full retrofit approaches the cost of a new, more efficient machine that offers better long-term ROI through lower scrap rates.
What is the most common cause of scrap in hydraulic pressing?
The most common causes are improper die alignment, incorrect pressure settings for the material grade, and poor lubrication. However, with a modern HARSLE press, many of these factors are mitigated through automated controls and high-precision manufacturing of the press itself.
Is a hydraulic press slower than a mechanical press?
Traditionally, yes. However, modern HARSLE hydraulic presses utilize rapid-advance valves and servo-technology to bridge the speed gap. While they may not match the raw cycles-per-minute of a high-speed mechanical stamping press, the reduction in scrap and the ability to perform complex draws in a single hit often result in a higher “net” production rate of good parts.
How often should I calibrate my hydraulic press to maintain low scrap rates?
We recommend a professional calibration check at least once a year, with monthly internal checks of the pressure gauges and ram alignment. Consistent monitoring is key to ensuring the machine hasn’t drifted from its optimal settings.
Conclusion: The Path to Zero-Defect Manufacturing
The story of How One Factory Lowered Scrap Rates Using A Hydraulic Press is not an isolated incident; it is a testament to the power of modern engineering. By moving away from the limitations of mechanical force and embracing the precision of HARSLE hydraulic systems, the factory was able to reduce its scrap rate from 8% to less than 1.5%. This shift saved them hundreds of thousands of dollars in raw material costs and significantly improved their reputation for quality among their automotive clients.
In conclusion, reducing scrap is not just about working harder; it is about working smarter with the right equipment. A high-quality hydraulic press provides the control, consistency, and data feedback necessary to master the complexities of metal forming. Whether you are deep-drawing, punching, or forging, the investment in a HARSLE press pays for itself through increased yield and decreased waste. As the industry moves toward more sustainable and efficient practices, the role of the hydraulic press as a tool for waste reduction will only become more prominent.
If your facility is struggling with high scrap rates or inconsistent part quality, it may be time to evaluate your pressing technology. By focusing on pressure control, frame rigidity, and modern PLC interfaces, you can replicate the success of the factory in this case study and take a significant step toward zero-defect manufacturing. HARSLE remains dedicated to providing the tools and expertise needed to make that transition a reality for manufacturers worldwide.











