Hydraulic Press Case Study: Achieving Higher Precision in Deep Drawing Applications

Introduction to Precision in Deep Drawing
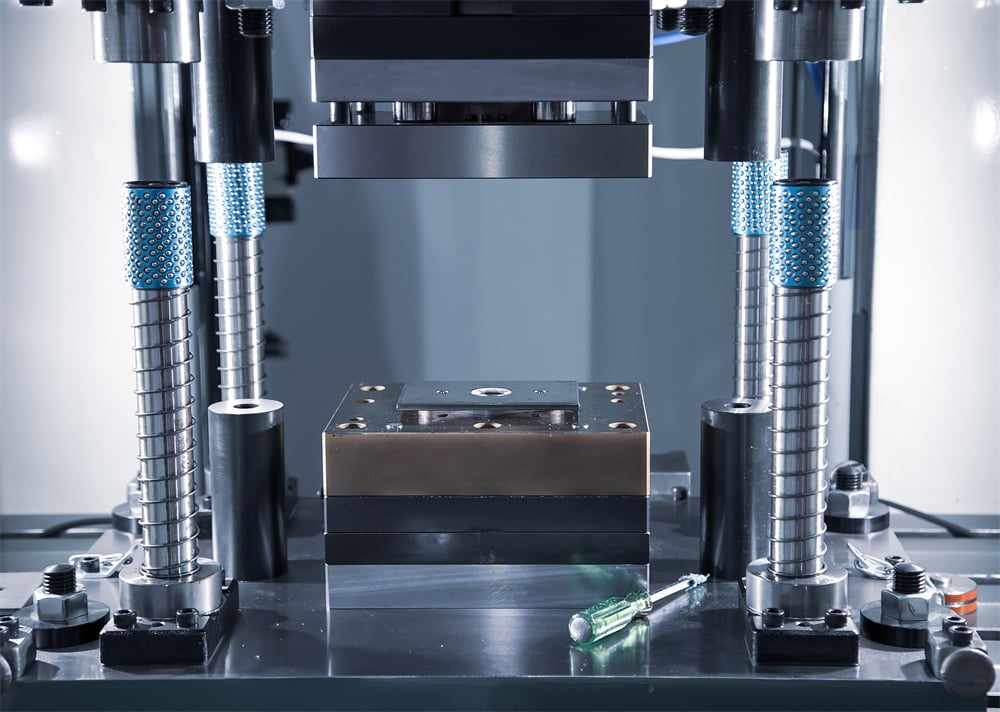
Deep drawing is a fundamental metal forming process used extensively in industries ranging from automotive and aerospace to household appliances and electronics. The process involves transforming a flat sheet metal blank into a three-dimensional shape, such as a cup, box, or complex contoured part, by pulling it into a die using a punch. While the concept is straightforward, achieving high precision in deep drawing is a complex engineering challenge. Factors such as material thinning, wrinkling, and springback can compromise the quality of the final product. This Hydraulic Press Case Study: Achieving Higher Precision In Deep Drawing Applications examines how modern hydraulic technology addresses these challenges to deliver superior results.
In the past, mechanical presses were often the go-to for high-volume stamping. However, the inherent limitations of mechanical systems—such as a fixed stroke and varying force throughout the cycle—make them less ideal for complex deep drawing tasks. Hydraulic presses, on the other hand, offer a constant force throughout the entire stroke and the ability to control speed and pressure with extreme accuracy. This flexibility is the cornerstone of achieving the tight tolerances required in today’s competitive manufacturing landscape. As we delve into this case study, we will explore the technical nuances that allow HARSLE hydraulic presses to outperform traditional methods in precision-critical environments.
The demand for lightweight yet strong components has led to the increased use of high-strength steels and aluminum alloys. These materials are notoriously difficult to form due to their limited ductility and high springback tendencies. Precision in the hydraulic press is not just about the machine’s movement; it is about the synergy between the hydraulic system, the control software, and the tooling. By optimizing these elements, manufacturers can reduce scrap rates, eliminate secondary operations, and ensure consistent part quality across thousands of production cycles.
Key Considerations for High-Precision Deep Drawing
Material Properties and Flow Control
The first step in any successful deep drawing operation is understanding the material. Different metals behave differently under stress. For instance, stainless steel requires significantly more force than aluminum and is more prone to work hardening. Precision in deep drawing requires a hydraulic press that can adapt its pressure profile to the specific flow characteristics of the material. If the punch moves too quickly, the material may tear; if it moves too slowly, production efficiency drops and heat buildup may affect the lubricant’s performance.
Controlling the flow of the metal into the die cavity is primarily managed by the blank holder. In high-precision applications, the blank holder force (BHF) must be carefully regulated. Too much force prevents the material from flowing, leading to thinning and eventual fracture. Too little force allows the material to wrinkle. Modern hydraulic presses utilize multi-point cushion systems that allow for independent pressure adjustment across different zones of the blank holder, ensuring uniform material flow even in asymmetrical parts.
The Role of Lubrication and Friction
Friction is both a tool and an obstacle in deep drawing. While some friction is necessary to control the material flow, excessive friction leads to surface defects and increased tool wear. Achieving higher precision involves maintaining a consistent lubricant film between the workpiece and the die. The hydraulic press contributes to this by providing smooth, vibration-free movement. Any jerkiness in the stroke can break the lubricant film, leading to galling or “pick-up” on the tool surface, which immediately degrades the precision of the part.
Thermal Stability and Environmental Factors
Precision is often a victim of temperature fluctuations. As a hydraulic press operates, the hydraulic oil heats up, which can change its viscosity and affect the responsiveness of the valves. High-precision deep drawing applications require advanced cooling systems to maintain the oil at a constant temperature. Furthermore, the heat generated by the deformation of the metal itself can cause the tooling to expand. A precise hydraulic press system will often include thermal compensation algorithms within its PLC (Programmable Logic Controller) to adjust the stroke and pressure in real-time based on temperature sensor data.
Technical Details of Advanced Hydraulic Systems
Servo-Hydraulic Integration
One of the most significant advancements highlighted in this Hydraulic Press Case Study: Achieving Higher Precision In Deep Drawing Applications is the shift toward servo-hydraulic systems. Unlike traditional systems that use a constant-speed motor to drive a pump, servo-hydraulics use a servo motor to control the pump’s output. This allows for incredibly precise control over the ram’s position (down to microns) and the applied force. The ability to program a specific velocity profile—starting fast, slowing down as the punch contacts the material, and then maintaining a specific speed during the draw—is vital for preventing material failure.
Closed-Loop Control Systems
Precision is maintained through constant feedback. Closed-loop systems utilize linear scales and pressure transducers to monitor the press’s performance in real-time. This data is fed back to the controller, which makes micro-adjustments hundreds of times per second. For example, if the system detects a slight deviation in the ram’s parallelism, it can instantly adjust the flow to individual cylinders to correct the tilt. This level of control is essential for deep drawing large or complex parts where even a fraction of a millimeter of misalignment can result in a rejected part.
Multi-Cylinder and Cushion Technology
In deep drawing, the “cushion” (often located in the bed of the press) acts as the blank holder. Advanced hydraulic presses feature CNC-controlled cushions that can vary the resistance force throughout the stroke. This is known as a “pulsating” or “variable” blank holder force. By reducing the force at specific points in the draw, the press allows the material to flow more freely where needed, significantly increasing the maximum draw depth and improving the thickness uniformity of the final part.
| Feature | Traditional Hydraulic Press | Advanced Precision Hydraulic Press |
|---|---|---|
| Drive System | Standard Induction Motor | Servo-Motor Driven Pump |
| Positioning Accuracy | +/- 0.1 mm | +/- 0.01 mm or better |
| Pressure Control | Manual/Relief Valves | Electronic Proportional Valves |
| Energy Efficiency | Moderate (Continuous Running) | High (Power on Demand) |
| Data Logging | Limited | Full Process Traceability |
Selection Advice for Deep Drawing Hydraulic Presses
Determining Tonnage and Bed Size
The first step in selecting a press is calculating the required tonnage. This involves more than just the force needed to deform the metal; you must also account for the blank holder force and a safety margin. For deep drawing, it is generally recommended to choose a press with a capacity 20-30% higher than the theoretical maximum force required. The bed size should be large enough to accommodate the die set comfortably, with enough room for automation or transfer systems if needed. A rigid frame (H-frame) is preferred over a C-frame for high-precision work to minimize frame deflection under load.
Evaluating Stroke and Speed Requirements
Deep drawing requires a long stroke, especially for tall components like canisters or tanks. Ensure the press has sufficient daylight (the distance between the bolster and the ram in the up position) to remove the finished part. Speed is also a critical factor. While high approach speeds improve cycle times, the actual drawing speed must be controllable. Look for presses that offer programmable “soft touch” features, where the ram slows down just before contacting the blank to reduce impact shock and noise.
Automation and Industry 4.0 Compatibility
In the modern manufacturing environment, a hydraulic press does not operate in isolation. It is often part of a larger production cell. When selecting a press for precision deep drawing, consider its ability to integrate with robotic loaders, scrap conveyors, and factory-wide ERP systems. Features like remote diagnostics and real-time performance monitoring (Industry 4.0) are no longer luxuries; they are essential tools for maintaining precision and uptime. HARSLE presses are designed with these integration capabilities in mind, providing a future-proof investment for growing businesses.
Maintenance for Sustained Precision
To maintain the high levels of precision discussed in this case study, a rigorous maintenance schedule is mandatory. Hydraulic systems are sensitive to contamination. Regularly testing and filtering the hydraulic oil is the single most important task. Even microscopic particles can score the surfaces of proportional valves, leading to erratic pressure control and a loss of precision. Additionally, the mechanical guides and gibs of the press must be checked for wear and properly lubricated to ensure the ram remains perfectly square to the bed.
Calibration of sensors is another often-overlooked aspect of maintenance. Over time, pressure transducers and linear scales can drift. Annual or semi-annual calibration against certified standards ensures that the “100 tons” the controller displays is actually 100 tons being applied to the workpiece. By treating the hydraulic press as a precision instrument rather than just a heavy machine, manufacturers can extend its service life and maintain tight tolerances for decades.
FAQ: Hydraulic Press Deep Drawing
What is the main advantage of a hydraulic press over a mechanical press for deep drawing?
The primary advantage is the ability to provide full rated tonnage at any point in the stroke and the ability to control the speed of the ram throughout the cycle. This allows for much better control over material flow, which is critical for preventing tears and wrinkles in deep-drawn parts.
How does a die cushion improve deep drawing precision?
A die cushion provides a controlled resistance force to the blank holder. By using a CNC-controlled hydraulic cushion, the force can be varied during the stroke to optimize material flow, resulting in more uniform wall thickness and the ability to draw deeper shapes without failure.
Can I use a standard hydraulic press for high-precision aerospace parts?
While a standard press can perform basic drawing, high-precision aerospace parts usually require a press with servo-hydraulic controls, closed-loop feedback, and high frame rigidity to meet the extremely tight tolerances and documentation requirements of the aerospace industry.
What causes wrinkling in deep drawing, and how can the press fix it?
Wrinkling is caused by insufficient blank holder force, allowing the metal to buckle as it is drawn into the die. A hydraulic press with an adjustable and consistent blank holder system can apply the exact amount of pressure needed to keep the material flat while still allowing it to flow.
How often should hydraulic oil be changed in a precision press?
It depends on the usage and the environment, but generally, oil should be tested every 2,000 hours of operation. Instead of a fixed change interval, many manufacturers use oil analysis to determine when the additives are depleted or contamination levels are too high.
Conclusion: The Future of Precision Metal Forming
As demonstrated in this Hydraulic Press Case Study: Achieving Higher Precision In Deep Drawing Applications, the path to superior part quality lies in the intelligent application of hydraulic technology. The transition from simple manual machines to sophisticated, software-driven systems has enabled manufacturers to push the boundaries of what is possible with sheet metal. By focusing on precise control of force, speed, and material flow, HARSLE hydraulic presses empower industries to produce complex components with unprecedented consistency and efficiency.
Looking forward, the integration of Artificial Intelligence (AI) and Machine Learning (ML) will further revolutionize deep drawing. Imagine a press that can sense variations in material thickness or hardness in a new batch of steel and automatically adjust its pressure profile to compensate. This level of autonomous precision is on the horizon. For now, investing in high-quality hydraulic machinery, maintaining it diligently, and understanding the fundamental principles of metal flow remain the keys to success in the demanding world of deep drawing. Whether you are producing kitchen sinks or rocket components, the right hydraulic press is the foundation of your production quality.











