Air Bending vs. Bottoming vs. Coining: Press Brake Bending Methods

Air Bending vs. Bottoming vs. Coining are three fundamental bending techniques in sheet metal fabrication, each influencing the quality, accuracy, and efficiency of the final product. While the press brake itself plays a key role, the choice of bending method is crucial. Each technique interacts differently with the material’s grain structure and yield strength, requiring distinct tonnage profiles and tooling setups. Understanding the differences between these methods is vital for optimizing production and maintaining structural integrity in parts. This article delves into a technical comparison of air bending, bottoming, and coining, offering valuable engineering insights for selecting the best approach for various applications, from high-volume automotive parts to precision aerospace components.
Understanding the Basics of Air Bending vs. Bottoming vs. Coining
To differentiate these methods, we must look at how the punch, the material, and the die interact during the stroke. Each method is defined by the degree of contact and the force applied to the sheet metal.
What is Air Bending?

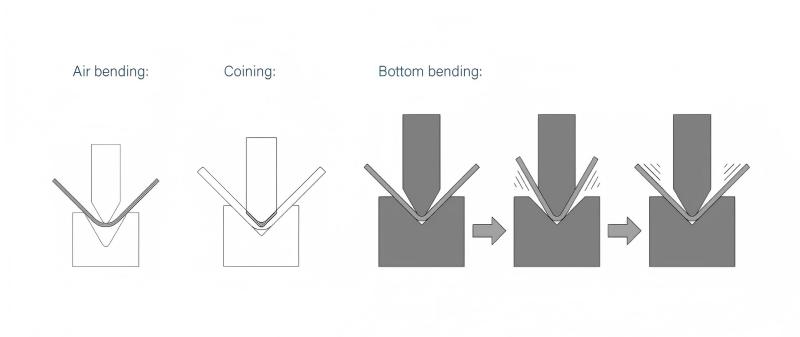
Air bending is the most modern and widely used technique in CNC sheet metal fabrication. In this process, the material only contacts three points: the punch tip and the two top edges of the V-die. The final angle is determined by the depth to which the punch descends into the die, rather than the shape of the tools themselves. This provides immense flexibility, as a single set of tools can produce multiple angles by simply adjusting the machine’s stroke depth.
What is Bottoming?
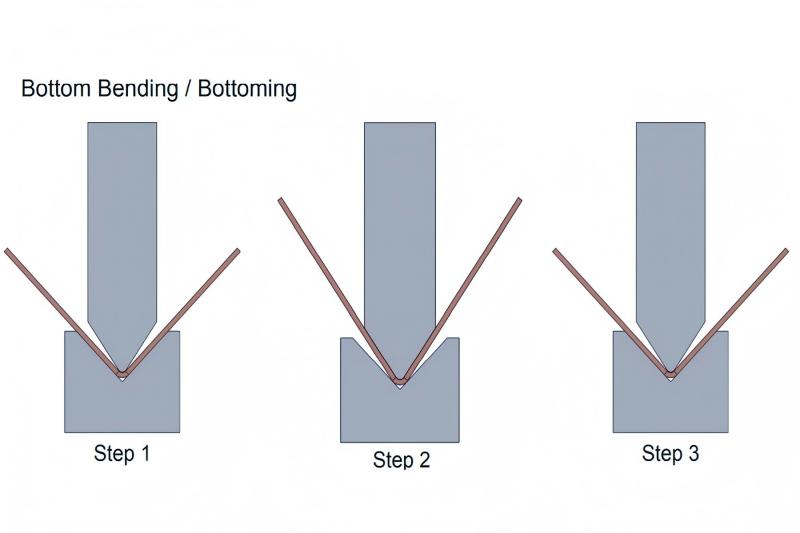
Bottoming, or bottom-press bending, involves pressing the sheet metal against the bottom of the V-die. Unlike air bending, the punch and die angle must match the desired part angle (typically 90 degrees). The material is forced into the die shape, but the punch tip does not actually penetrate the metal surface. It requires more force than air bending but offers higher repeatability for certain thicknesses.
What is Coining?
Coining is a legacy method that involves using massive amounts of tonnage to stamp the metal between the punch and die. The term comes from the process used to make coins, where the metal is forced to flow into the tool’s shape. In coining, the punch tip actually penetrates the neutral axis of the material, effectively eliminating springback by plastically deforming the bend area. While extremely precise, it places significant stress on the press brake and tooling.
Why Choosing Air Bending vs. Bottoming vs. Coining Matters
The choice of bending method dictates the entire workflow of a fabrication shop. Selecting the wrong method can lead to premature tool wear, machine frame fatigue, or parts that fail to meet tolerances due to unmanaged springback.
In modern precision fabrication, the shift toward air bending is driven by the need for versatility and reduced machine stress, yet coining remains the gold standard for parts requiring near-zero radius tolerances.
Efficiency is another critical factor. Air bending allows for faster setup times because a single tool setup can handle various bend angles across different parts. Bottoming and coining, conversely, require tool changes for every specific angle change, which increases downtime. However, for high-volume production of a single component where extreme accuracy is non-negotiable, the high setup cost of coining may be offset by the lack of secondary correction processes.
Key Factors to Consider When Selecting a Bending Process
Several technical variables must be analyzed before selecting a bending method. As a mechanical engineer, you must evaluate the following:
- Material Type and Tensile Strength: High-strength alloys often exhibit significant springback, making air bending challenging without advanced CNC compensation.
- Material Thickness: Heavy plate is almost always air-bent because the tonnage required for coining would exceed the capacity of most industrial press brakes.
- Required Bend Radius: If the design requires an inside radius smaller than the material thickness, coining may be the only option.
- Tonnage Capacity: Does your press brake have the RAM force necessary to execute the bend? Coining requires up to 8 times the tonnage of air bending.
- Angle Tolerance: Air bending usually achieves +/- 0.5 to 1 degree, whereas coining can achieve +/- 0.1 degree.
Technical Comparison: Air Bending vs. Bottoming vs. Coining Performance
The following table provides a technical breakdown of the performance metrics for each method, assuming a standard mild steel material (Tensile Strength approx. 450 MPa).
| Feature | Air Bending | Bottoming | Coining |
|---|---|---|---|
| Tonnage Required | Low (Baseline 1x) | Medium (3x to 5x) | High (5x to 10x) |
| Accuracy (Angle) | +/- 0.5 deg (with CNC) | +/- 0.25 deg | +/- 0.1 deg |
| Springback | High (Must compensate) | Moderate | Near Zero |
| Tooling Versatility | Very High | Low | Extremely Low |
| Inside Radius | Approx. 15-20% of V-width | Matches punch radius | Exact punch radius |
Technical Explanation and Tonnage Calculation
In any bending operation, calculating the required force (Tonnage) is the first step to ensure machine safety and part quality. The standard formula for V-bending is as follows:
F = (k * S * t^2) / V
Where:
- F: Bending force required (expressed in tons per meter or tons per foot).
- k: Material constant (typically 1.33 for air bending, but much higher for bottoming and coining).
- S: Material tensile strength (in kg/mm2 or PSI).
- t: Material thickness.
- V: V-die opening width.
For air bending, this formula works directly. However, for Bottoming, you must multiply the result by a factor of 3 to 5. For Coining, the factor increases to 5 to 10. For example, if a 2mm mild steel plate requires 15 tons per meter in air bending, coining that same plate could require 150 tons per meter. Overloading the machine during coining is a common cause of cracked side frames and damaged hydraulic seals.
Selecting the Right Method: Air Bending vs. Bottoming vs. Coining
Deciding which method to use depends on your specific project goals. Use Air Bending when you need speed, flexibility, and the ability to bend thick plates with lower tonnage. It is the ideal choice for 90% of modern industrial jobs where the press brake is equipped with an advanced CNC and angle sensors.
Choose Bottoming if you are working with thin materials and require higher repeatability than basic air bending, but do not have the massive tonnage capacity required for coining. It is often used for consistent 90-degree bends in appliance manufacturing.
Reserve Coining for specialized applications where the inside bend radius must be extremely sharp (less than the material thickness) or where springback must be completely eliminated to meet hyper-critical tolerances, such as in precision electronics or high-end instrumentation.
Step-by-Step Guide to Implementing the Selected Method
- Analyze the Drawing: Identify the required inside radius and angle tolerance. This determines if air bending is sufficient.
- Calculate Tonnage: Use the formula F = (k * S * t^2) / V. Apply the multiplier based on the chosen method (1x for air, 4x for bottoming, 8x for coining).
- Select Tooling: For air bending, choose a die opening 8 times the material thickness (V=8t). For coining, ensure the tools are rated for the high pressures involved.
- Program the Controller: Enter material properties and tool data into the CNC. In air bending, set the stroke depth. In bottoming/coining, set the pressure limit and bottom-dead-center position.
- Perform a Test Bend: Always perform a test on a scrap piece of the same material and grain direction. Measure the angle and adjust the RAM position or tonnage accordingly.
- Measure and Validate: Use a digital protractor or CMM to verify the bend matches the engineering specifications.
Common Mistakes to Avoid in Press Brake Bending
Even experienced operators make errors when switching between these three methods. Here are the most frequent pitfalls:
- Ignoring the ‘Sharp’ Bend Limit: In air bending, if the punch radius is too small, it acts like a knife and creates a ‘crease’ rather than a radius, leading to unpredictable results.
- Using Air Bending Tonnage for Coining: Attempting to coin a part using tonnage calculated for air bending will result in an incomplete bend. Conversely, applying coining tonnage to an air bending setup can destroy the tools.
- Neglecting Grain Direction: Bending against the grain increases the risk of cracking, especially in coining where the material is stressed beyond its yield point.
- Incorrect V-Die Selection: Using a V-opening that is too narrow for the material thickness increases tonnage exponentially and can lead to machine failure.
Industry Applications for Each Bending Technique
In Aerospace and Defense, coining is often utilized for small, complex brackets where space is at a premium and a tight radius is mandatory for assembly clearance. The high cost of specialized tooling is justified by the criticality of the parts.
In General Industrial Machinery, air bending is the standard. It allows manufacturers to produce large frames, enclosures, and panels with a minimal tool library. The ability to switch from a 90-degree bend to a 135-degree bend without changing tools is a massive competitive advantage.
The versatility of air bending has revolutionized the job shop environment, allowing for just-in-time production of diverse part geometries with a single tool set.
In High-Volume Automotive Stamping, bottoming is frequently integrated into progressive die setups. While it requires more force than air bending, its repeatability ensures that thousands of identical parts can be produced with minimal variation in angle, which is critical for robotic welding and automated assembly lines.
Conclusion
Selecting the correct method among Air Bending vs. Bottoming vs. Coining is a balance of precision, tonnage, and flexibility. For most modern applications, air bending provides the best ROI by utilizing CNC technology to overcome springback while protecting the machine from excessive wear. However, understanding the specialized roles of bottoming and coining allows engineers to tackle the most demanding precision challenges. By applying the tonnage calculations and selection criteria outlined in this guide, fabrication professionals can ensure high-quality results, extended tool life, and optimized manufacturing efficiency.
FAQ
Can I use standard tools for coining?
No. Coining requires extremely high tonnage that can exceed the load limits of standard air-bending tools. You must use specialized, hardened tooling rated for coining pressures.
How do I manage springback in air bending?
Springback is managed by ‘over-bending’ the material. Modern CNC press brakes use software to calculate the required over-bend based on material properties or use real-time laser angle sensors to adjust the stroke depth.
Why is coining rarely used today?
The primary reasons are the massive tonnage requirements and the lack of flexibility. With the advent of precise CNC controls, air bending can achieve acceptable accuracy for most industries without the risk of damaging the machine or needing specialized tools for every angle.
What is the ideal V-die opening for air bending?
The industry standard is V = 8t for materials up to 6mm thick, where ‘t’ is the thickness. For thicker materials, the opening may increase to 10t or 12t to keep tonnage within safe limits.
Is bottoming the same as 90-degree bending?
Not necessarily. While bottoming is often used for 90-degree bends, the definition refers to the material reaching the bottom of the die. You can have bottoming dies for other angles, though they are much less common than 90-degree sets.











