Angle Measurement Systems: How Real-Time Correction Works

Precision is at the heart of modern sheet metal fabrication. As tolerances shrink to fractions of a millimeter, the old process of bending, checking, and reworking parts can no longer meet the demands of high-efficiency and high-accuracy production. Angle Measurement Systems (AMS) have transformed press brake operations by enabling real-time correction throughout the bending process. These systems effectively compensate for material inconsistencies such as thickness variation, tensile strength differences, and grain direction, all of which can cause unpredictable springback. By combining advanced sensors with intelligent CNC controls, AMS ensures consistent accuracy from the very first bend to mass production. This article explores how real-time angle correction works, its core principles, and its practical benefits in modern manufacturing.
Understanding the Basics of Angle Measurement Systems
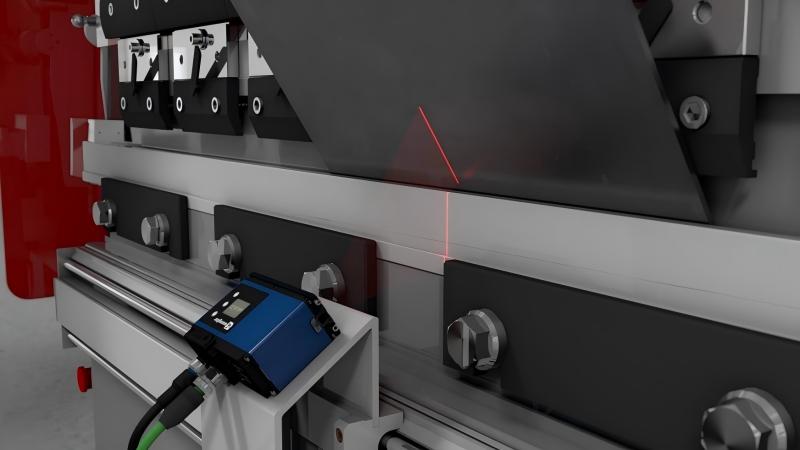
An Angle Measurement System (AMS) is a closed-loop technology integrated into a press brake to monitor the actual bend angle in real time. Unlike traditional methods that depend on preset punch depth (Y-axis position), AMS directly tracks the material’s deformation during bending. The system typically includes sensors—laser-based or mechanical—a processing unit, and seamless integration with the CNC controller. Its principle is straightforward but highly precise: measure the angle as it forms, compare it to the programmed target, and instantly adjust the stroke to compensate for material variation and springback. This real-time correction eliminates manual trial-and-error, significantly reducing scrap, setup time, and production downtime in modern metal fabrication.
In modern fabrication, the press brake must evolve from a static machine into a dynamic measuring instrument capable of adapting to the unpredictable behavior of raw materials.
Why Angle Measurement Systems Matter in Sheet Metal Fabrication
In sheet metal fabrication, material consistency is more theoretical than practical. Even within the same batch of steel, variations in thickness and yield strength can significantly affect springback behavior. These inconsistencies make it difficult to achieve precise bending results using traditional methods. Without an angle measurement system, operators must rely on test bends, manual measurements, and repeated adjustments, which are both time-consuming and dependent on experience. Real-time correction systems eliminate this uncertainty by automatically compensating for material variation during the bending process. This ensures consistent accuracy, reduces scrap, and improves efficiency. Such capability is especially valuable when working with costly materials like titanium or high-grade stainless steel, while also enabling faster and more complex production workflows.
Key Factors to Consider for Real-Time Correction
When evaluating angle measurement systems, several key technical factors must be considered to ensure optimal performance. First, sensor technology plays a critical role. Laser triangulation is widely preferred for its non-contact measurement and high accuracy. Second, seamless integration with the press brake’s backgauge and tooling is essential, allowing sensors to move along the bending length and capture data at multiple points, especially for long workpieces prone to deflection. Third, environmental conditions such as ambient light and dust must be controlled, as they can affect sensor reliability. Finally, the system must support real-time springback calculation, requiring fast data processing to deliver instant corrections within the bending cycle.
Technical Explanation and Calculation of Springback
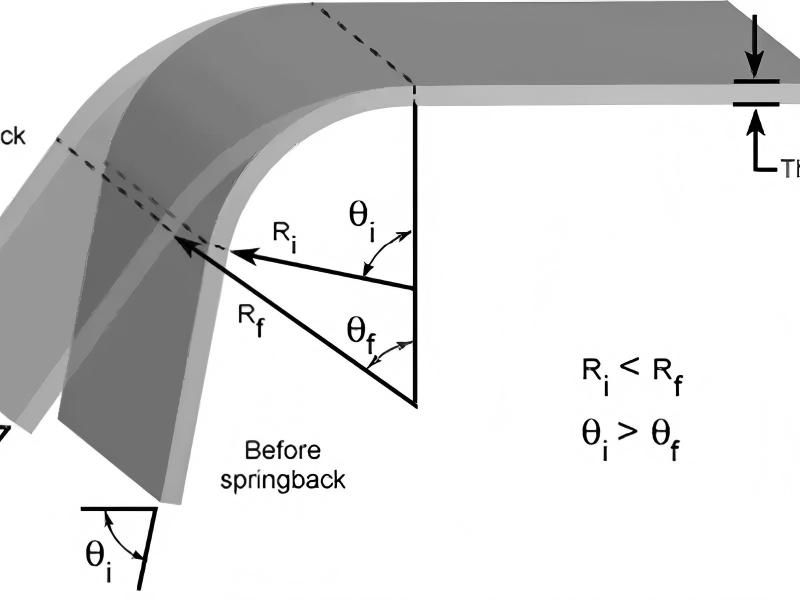
To understand real-time correction, it’s essential to examine the relationship between tool angle and final bend angle. The system must account for springback (Ks), which affects the final result after pressure is released. The basic formula is: Alpha-f = Alpha-p + ΔAlpha, where Alpha-p is the programmed angle and ΔAlpha represents springback. This value depends on material properties such as modulus of elasticity (E), yield strength (σy), and bending radius (R). AMS measures the angle under load (Alpha-load) and after slight unloading to determine actual springback for each workpiece. Using this data, the CNC system dynamically adjusts the stroke depth, ensuring the final angle meets the target with high precision and consistency.
Comparison of Angle Measurement Technologies
There are two primary categories of real-time angle measurement: Laser-based systems and Contact-based systems. The following table compares their characteristics:
| Feature | Laser Triangulation Systems | Contact Probe Systems |
|---|---|---|
| Measurement Method | Non-contact laser line projection | Mechanical physical contact |
| Accuracy | High (+/- 0.1 degree) | Moderate (+/- 0.2 to 0.5 degree) |
| Speed | Very High (Real-time feedback) | Slower (Requires contact dwell) |
| Versatility | Works with most die openings | Limited by tool geometry |
| Maintenance | Requires clean lenses | Subject to mechanical wear |
Step-by-Step Guide to the Real-Time Correction Process
The real-time correction process follows a precise and automated sequence. First, during setup and calibration, the operator selects the program and positions the AMS sensors, establishing a zero reference relative to the die. As the punch begins its initial descent, the sheet metal starts to deform. When the bend reaches around 80% of the target angle, the system initiates active measurement using laser or probe sensors. A slight back-off movement then allows the system to detect springback by comparing loaded and relaxed angles. The CNC controller calculates the required compensation and commands the final stroke. The punch reaches the exact depth, and a final verification ensures the part meets tolerance before retraction.
Common Mistakes to Avoid
When implementing angle measurement systems, engineers and operators often encounter avoidable mistakes. One common issue is neglecting the cleanliness of laser optics; dust or oil contamination can distort the beam and lead to inaccurate readings. Another mistake is selecting improper tooling, such as a die opening too narrow for the sensor’s field of view, which can block measurement. Additionally, many overlook the minimum flange length required for stable detection—if it is too short, the system cannot capture reliable angle data. Finally, ignoring material grain direction may still introduce slight variations. While AMS can compensate, consistent material orientation improves efficiency and measurement stability.
While technology compensates for material variables, it does not replace the need for high-quality precision-ground tooling and a well-maintained machine bed.
Industry Applications for Angle Measurement System

The application of real-time angle measurement is most prevalent in sectors where precision and safety are non-negotiable. In the aerospace industry, components such as wing ribs and fuselage brackets require absolute accuracy to ensure structural integrity. In the medical field, stainless steel enclosures for surgical equipment must meet strict aesthetic and functional tolerances. Manufacturers of high-end food processing equipment use AMS to ensure that the large radii and complex bends in tanks and hoppers are perfectly executed to prevent bacterial traps. Additionally, in heavy transport and crane manufacturing, where high-tensile steel is common, real-time correction is the only way to effectively manage the massive springback (sometimes exceeding 10 degrees) associated with these materials.
Conclusion
Angle Measurement Systems represent the pinnacle of bending technology, transforming the press brake into a self-correcting, intelligent system. By understanding the engineering principles of springback and the technical nuances of laser triangulation, fabrication shops can significantly reduce waste and increase their competitive edge. While the initial investment in AMS may be higher than traditional setups, the ROI is quickly realized through the elimination of test pieces, reduced operator labor, and the ability to guarantee precision on every part. For any modern facility aiming for Industry 4.0 standards, real-time angle correction is not just an upgrade; it is a fundamental requirement for success in a high-precision market.
FAQ
How does the system handle different material finishes?
Modern laser-based systems use advanced filtering algorithms to handle reflective surfaces like polished stainless steel or dull surfaces like hot-rolled steel, though extremely mirror-like finishes may require specific sensor adjustments.
Does real-time correction slow down the production cycle?
While the measurement process adds a fraction of a second to the stroke, it eliminates the minutes spent on manual measuring and trial-and-error re-bending, resulting in a net gain in productivity.
Can these systems be retrofitted to older press brakes?
Retrofitting is possible but complex, as it requires deep integration with the machine’s CNC controller and hydraulic valve response times to be effective.
What is the typical accuracy range for laser angle measurement?
Most high-end systems offer an accuracy of plus or minus 0.1 to 0.3 degrees, depending on the material thickness and the stability of the machine frame.
What happens if the laser beam is blocked during a bend?
If the sensor loses its line of sight, the system typically defaults to the programmed Y-axis depth and alerts the operator that the real-time correction was not completed.











