How a Metal Fabrication Plant Expanded Capacity with Laser Cutting Technology

Introduction to Capacity Challenges in Modern Metal Fabrication
In the highly competitive landscape of industrial manufacturing, metal fabrication plants constantly face the challenge of balancing throughput, precision, and operational costs. Traditional methods of metal processing—such as mechanical shearing, turret punching, and conventional plasma cutting—have served the industry for decades. However, as customer demands shift toward tighter tolerances, shorter lead times, and complex geometries, these legacy technologies often become severe production bottlenecks. When a high-volume metal fabrication facility hits its maximum output ceiling, management must evaluate transformative technological upgrades to remain profitable and responsive to market demands.
This article explores a comprehensive case study of how A Metal Fabrication Plant Expanded Capacity Laser Cutting Technology to revolutionize its production floor. Prior to this technological pivot, the facility relied heavily on manual layout processes, mechanical stamping, and secondary finishing operations to clean up rough edges. This workflow created a compounding delay: every hour spent deburring, grinding, or correcting dimensional inaccuracies was an hour lost in final assembly and shipping. By analyzing this transition, we gain valuable insights into how modern fiber laser systems act as catalysts for scalable business growth.
The decision to transition to high-power fiber laser cutting is not merely about replacing an old machine with a faster one; it represents a fundamental shift in manufacturing philosophy. Laser cutting integrates digital precision directly with high-speed thermal separation, allowing a single machine to perform the work of multiple mechanical presses and saws. For this specific plant, the integration of HARSLE fiber laser cutting technology allowed them to compress their production schedules, minimize material waste through advanced nesting algorithms, and open up new revenue streams by handling materials and designs that were previously impossible to execute efficiently.
Key Considerations Before Upgrading to Laser Cutting Technology
Before making a capital investment of this magnitude, the engineering and management teams at the fabrication plant had to conduct a rigorous operational audit. Upgrading a facility’s primary cutting infrastructure requires careful alignment between market demand, technical capability, and financial justification. The first major consideration was analyzing the existing product mix and material profiles. The plant processed a diverse range of materials, including heavy carbon steel plates for structural components, thin stainless steel sheets for food-service equipment, and highly reflective aluminum alloys for automotive brackets. The chosen technology needed the versatility to handle these varied materials without requiring lengthy changeover times.
Another critical factor was evaluating the total cost of ownership (TCO) versus the immediate capital expenditure. While CO2 lasers were considered due to their historical dominance in thick plate processing, fiber laser technology emerged as the superior choice due to its significantly lower maintenance requirements, higher electrical efficiency, and faster cutting speeds on thin-to-medium gauge materials. Fiber lasers eliminate the need for complex internal mirrors, laser gas mixtures, and frequent beam alignments, which translates directly into higher uptime and lower per-part processing costs.
Furthermore, the plant had to assess its facility infrastructure and workflow integration. A high-speed fiber laser cutting machine processes material at rates that can easily overwhelm traditional material handling methods. Therefore, the team had to plan for automated loading and unloading systems, upgraded nitrogen and oxygen gas storage facilities, and advanced CAD/CAM nesting software. Without these supporting systems, the laser cutter would spend more time waiting for material than actually cutting metal, neutralizing the capacity expansion goals. The table below outlines the key operational metrics evaluated during the pre-investment phase:
| Operational Metric | Legacy Methods (Punching/Plasma) | Fiber Laser Cutting Target | Strategic Impact |
|---|---|---|---|
| Cutting Speed (2mm Mild Steel) | 1.5 – 3.0 m/min | 25 – 40 m/min | Massive increase in daily throughput |
| Edge Quality & Finishing | High dross; requires manual grinding | Clean, burr-free edges | Eliminates secondary processing bottlenecks |
| Material Utilization (Nesting) | 70% – 75% efficiency | 88% – 95% efficiency | Significant reduction in raw material scrap costs |
| Setup & Changeover Time | 30 – 45 mins (Tooling changes) | < 2 mins (Software/Nozzle selection) | Enables profitable high-mix, low-volume production |
Technical Details of Modern Fiber Laser Cutting Systems
To fully understand how A Metal Fabrication Plant Expanded Capacity Laser Cutting Technology, one must delve into the technical mechanics of fiber laser systems. Unlike CO2 lasers that generate light through gas excitation and transmit it via mirrors, fiber lasers generate the laser beam through banks of pump diodes and amplify it via specially doped optical fibers. The resulting laser beam has a wavelength of approximately 1.06 microns—ten times shorter than that of a CO2 laser. This shorter wavelength allows the beam to be focused into an incredibly small spot size, drastically increasing the energy density and allowing for rapid absorption by metals, including highly reflective materials like brass and copper.
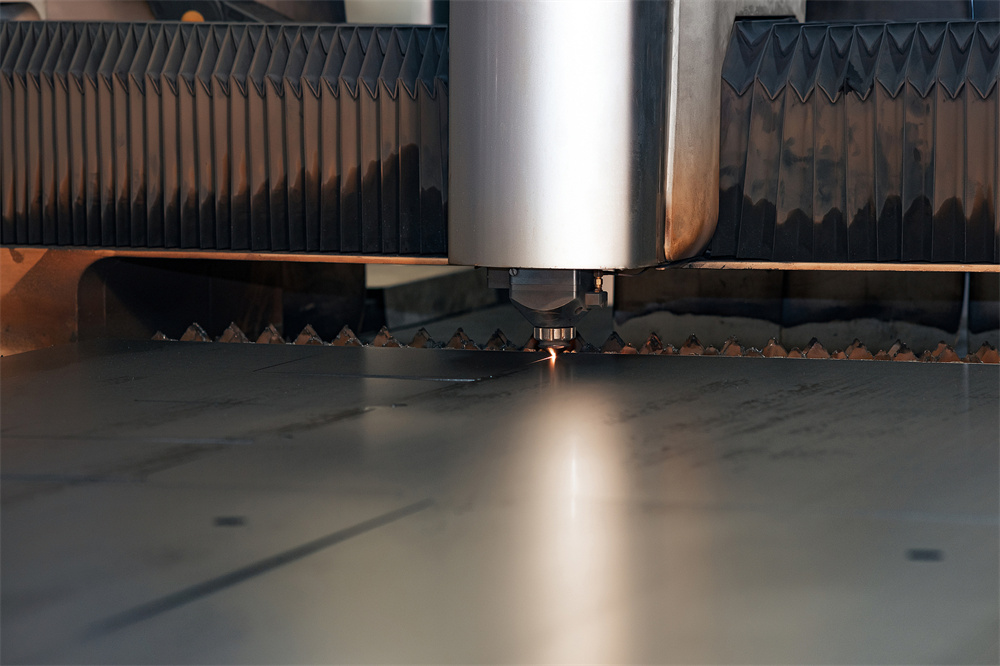
The cutting head is the heart of the system, containing high-precision collimating and focusing lenses, alongside an automated focus adjustment mechanism. As the machine transitions between different material thicknesses, the CNC control system automatically adjusts the focal position relative to the material surface. This ensures optimal kerf width and gas dynamics during the cut. Assist gases play a vital role in the process: Oxygen is typically used for exothermic cutting of thick carbon steel, where the gas reacts with the metal to generate additional heat; Nitrogen or compressed air is utilized for high-speed, oxidation-free cutting of stainless steel and aluminum, preserving a pristine edge ready for immediate welding or painting.
In addition to the laser source, the mechanical construction of the machine frame dictates its long-term accuracy and speed. High-performance laser cutters utilize a gantry-style design built upon a heavy-duty, stress-relieved welded steel or cast iron bed. This structural rigidity is essential to withstand the extreme acceleration and deceleration forces generated by linear motors or high-precision helical rack-and-pinion drive systems. When operating at accelerations exceeding 1.5G, any structural resonance or flexing would result in geometric distortions in the cut parts. By pairing these robust mechanical frames with advanced CNC controllers like the CypCut or Beckhoff systems, the plant achieved positioning accuracies within ±0.03mm across the entire cutting bed.

Selection Advice for Scaling Up Production Capacity
When a metal fabrication plant decides to expand capacity using laser cutting technology, selecting the right machine configuration is paramount to achieving the desired return on investment. The first step in the selection process is determining the appropriate laser power. Laser power directly correlates with cutting speed and maximum thickness capability. For instance, a 3kW fiber laser is highly efficient for sheet metal up to 8mm, but scaling up to a 12kW or 20kW system allows a plant to cut thick plate steel up to 40mm at speeds that completely redefine factory throughput. Fabricators must analyze their historical and projected order books to choose a power level that accommodates future growth without over-investing in unutilized capacity.
Another critical selection criterion is the bed size and the inclusion of automated material handling options. A standard 3015 (3m x 1.5m) working area is suitable for many standard sheets, but larger formats like 4020 or 6020 allow for the nesting of exceptionally large parts or multiple sheets simultaneously, reducing material handling overhead. Furthermore, implementing a dual-pallet shuttle table is highly recommended for capacity expansion. A shuttle table allows the operator to unload finished parts and load a fresh sheet of metal while the machine is actively cutting inside the enclosure. This simple feature effectively doubles machine utilization compared to a single-table configuration.
Finally, prospective buyers must evaluate the software ecosystem and technical support provided by the manufacturer. Advanced nesting software is the bridge between raw material and finished product; it should feature automatic common-line cutting, remnant tracking, and intelligent fly-cutting paths to minimize non-cutting head movements. Partnering with an established manufacturer like HARSLE ensures that the fabrication plant receives comprehensive operator training, rapid spare parts availability, and expert technical support. This minimizes the learning curve and ensures that the new equipment reaches its full production capacity shortly after installation.
Frequently Asked Questions (FAQ)
How does a fiber laser cutter compare to a plasma cutter for thick plates?
While plasma cutting has historically been preferred for very thick, low-tolerance structural steel due to lower initial equipment costs, modern high-power fiber lasers (12kW and above) have significantly closed the gap. Fiber lasers offer vastly superior edge squareness, virtually zero heat-affected zones (HAZ), and the ability to cut intricate details and small holes that plasma systems cannot replicate. For applications requiring high precision and no secondary finishing, fiber lasers are the preferred choice.
What are the primary maintenance requirements for a fiber laser cutting machine?
Fiber laser cutting machines require significantly less maintenance than older CO2 systems because they lack internal mirrors and laser gas consumables. Daily maintenance focuses on cleaning the protective windows of the cutting head, checking the nozzle condition, and ensuring the slats on the cutting bed are free of excessive slag buildup. Weekly and monthly checks include lubricating the linear guide rails, inspecting the chiller unit’s water quality, and verifying gas pressure stability.
Can a fiber laser cut reflective materials like copper and brass safely?
Yes. Modern fiber lasers operate at a wavelength that is readily absorbed by reflective metals, making them highly capable of cutting copper, brass, and aluminum. Additionally, advanced cutting heads are equipped with back-reflection isolation systems that protect the laser source from damage caused by any stray light reflected off the material surface during the initial piercing phase.
What assist gas should be used for cutting stainless steel?
Nitrogen is the industry standard assist gas for cutting stainless steel. Because Nitrogen is an inert gas, it displaces oxygen from the cutting zone, preventing oxidation and discoloration along the cut edge. This results in a bright, clean edge that is immediately ready for welding or powder coating without requiring acid pickling or mechanical grinding.
How long does it typically take to see a return on investment (ROI) after upgrading?
Most metal fabrication plants report a full return on investment within 12 to 24 months, depending on their machine utilization rates. The ROI is driven by several compounding factors: a 300% to 500% increase in cutting throughput, a drastic reduction in manual labor costs for secondary finishing, and a 15% to 20% improvement in material yield due to optimized CAD/CAM nesting software.
Conclusion: The Future of Scalable Metal Fabrication
The transition detailed in this case study underscores a fundamental truth in modern manufacturing: scaling production capacity requires a strategic shift toward automation, precision, and digital integration. When A Metal Fabrication Plant Expanded Capacity Laser Cutting Technology, they did not just solve an immediate production bottleneck; they future-proofed their entire business model. The dramatic reduction in cycle times, combined with the elimination of costly secondary grinding and deburring operations, allowed the facility to reallocate labor resources to high-value assembly and quality control processes.
As industrial demands continue to evolve toward shorter product lifecycles and customized manufacturing, the flexibility offered by CNC fiber laser cutting systems becomes indispensable. By partnering with industry leaders like HARSLE, fabrication plants gain access to the cutting-edge machinery, software, and technical expertise required to execute these technological transformations seamlessly. Investing in high-performance laser cutting technology is the definitive pathway for ambitious fabricators looking to elevate their operational capacity, maximize profitability, and dominate the modern industrial marketplace.











