Understanding Press Brake Dies: A Complete Guide for Metal Bending

Press brake dies play a critical role in sheet metal bending. In many metal fabrication workshops, the quality of bending results does not depend only on the press brake machine itself, but also on the proper selection and use of press brake dies. Understanding how press brake dies work, the different types available, and how to choose the correct tooling can significantly improve bending accuracy, production efficiency, and product quality.
In this guide, we will explain the structure of press brake dies, the common types used in sheet metal fabrication, and how to select the right press brake die for different bending applications.
What Are Press Brake Dies?
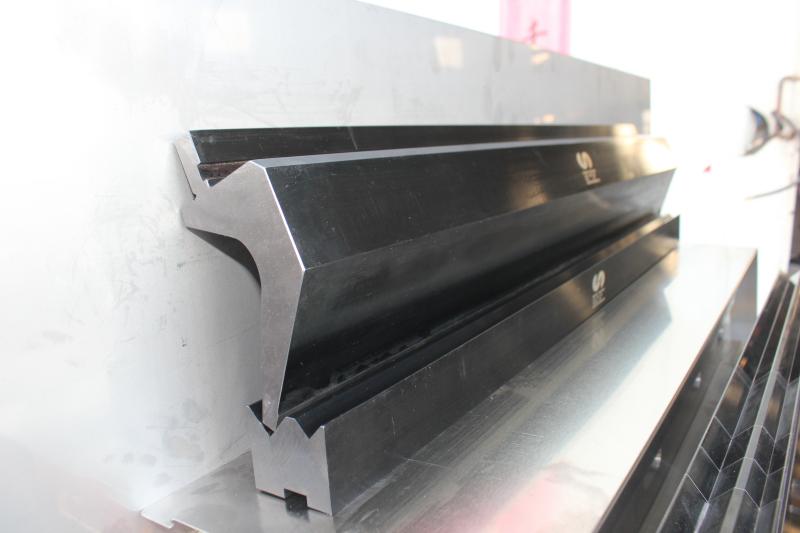
Press brake dies are specialized tooling installed on a press brake machine to shape and bend metal sheets into specific angles and forms. The die works together with the punch to apply controlled pressure to the sheet metal, allowing precise bending operations.
The punch is usually mounted on the upper beam (ram), while the die is mounted on the lower bed of the press brake. When the ram moves downward, the punch presses the sheet metal into the die opening, forming the desired bend.
High-quality press brake dies ensure:
- Accurate bending angles
- Consistent repeatability
- Reduced material deformation
- Longer tooling life
Because different metal thicknesses and bending requirements require different tooling, understanding the types of press brake dies is essential for achieving optimal bending performance.
Types of Press Brake Dies Used in Sheet Metal Bending
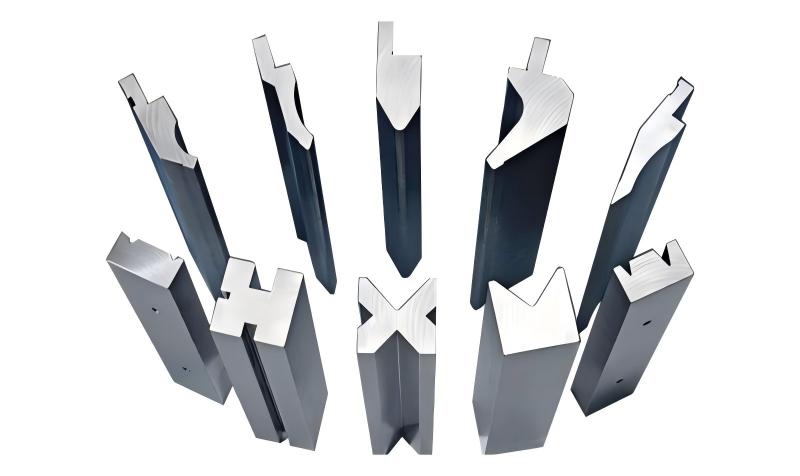
Different bending tasks require different die structures. Below are the most commonly used types of press brake dies in metal fabrication.
V-Dies for Sheet Metal Air Bending

V-dies are the most widely used press brake dies. They are designed with a V-shaped groove that allows the punch to press the sheet metal into the die opening.
Key characteristics of V-dies:
- Suitable for air bending operations
- Available in multiple V-opening sizes
- Compatible with various material thicknesses
A common rule in press brake bending is that the V-opening width is typically 6 to 8 times the material thickness. For example, when bending a 3 mm steel sheet, a V-opening of 18–24 mm is often recommended.
Using the correct V-die helps ensure stable bending angles and prevents material cracking or excessive springback.
Multi-V Dies for Flexible Bending Applications

Multi-V dies contain several V-grooves of different sizes on a single die block. This design allows operators to switch between different V openings quickly without replacing the die.
Advantages of multi-V dies include:
- Improved production flexibility
- Reduced tooling change time
- Suitable for small batch production
These dies are commonly used in job shops where operators frequently bend materials of different thicknesses.
Gooseneck Dies for Complex Bending Parts
Gooseneck dies are specially designed with a curved shape that allows clearance for already formed bends. They are widely used when producing parts with deep return flanges or box shapes.
Typical applications include:
- Cabinet manufacturing
- Electrical enclosures
- Complex sheet metal parts
Using a gooseneck die prevents interference between the die and previously bent sections of the workpiece.
How to Choose the Right Press Brake Die for Different Materials
Selecting the correct press brake die depends on several important factors, including material type, thickness, and the required bending angle.
Choosing the Correct V-Opening for Different Sheet Thicknesses
One of the most important decisions is selecting the proper V-opening size.
Typical recommendations include:
| Material Thickness | Recommended V Opening |
|---|---|
| 1 mm | 6–8 mm |
| 2 mm | 12–16 mm |
| 3 mm | 18–24 mm |
| 5 mm | 30–40 mm |
Using a V-opening that is too small can cause excessive bending force and tooling wear. Conversely, an overly large V-opening may lead to inaccurate angles.
Selecting Press Brake Dies for Stainless Steel Bending
Stainless steel is harder than mild steel and tends to produce greater springback during bending. When bending stainless steel sheets, it is recommended to:
- Use slightly larger V-openings
- Select high-hardness tooling materials
- Adjust bending angles to compensate for springback
Proper die selection can significantly improve bending consistency when working with stainless steel.
Tooling Selection for Thick Plate Bending Applications

When bending thicker materials, the die must withstand higher loads. Heavy-duty press brake dies with reinforced structures are required.
For thick plate bending:
- Choose larger V-openings
- Use hardened alloy steel dies
- Ensure the press brake tonnage is sufficient
Using inadequate tooling in thick plate bending may result in die damage or poor bending quality.
Press Brake Die Materials and Heat Treatment
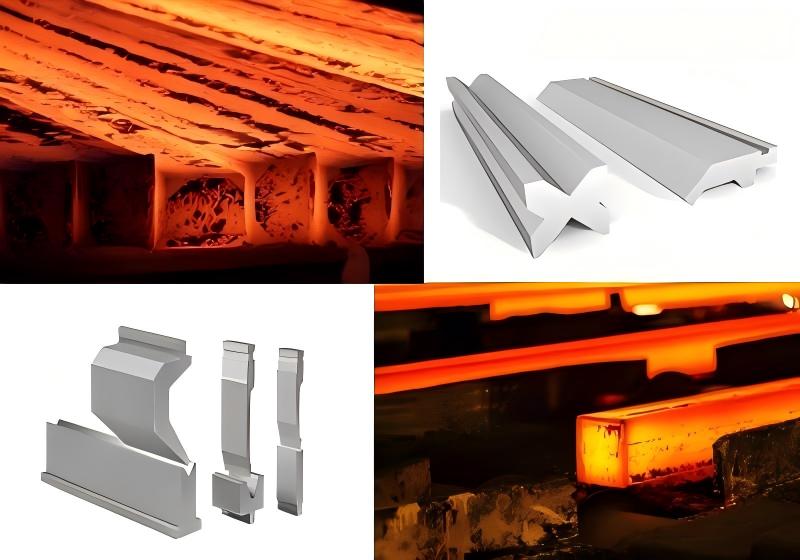
The durability and performance of press brake dies depend largely on the materials used and the heat treatment process.
Common materials used in press brake dies include:
- 42CrMo alloy steel – widely used due to high strength and toughness
- T10 tool steel – offers good hardness and wear resistance
- Cr12MoV steel – suitable for heavy-duty applications
Heat treatment processes such as quenching and tempering increase hardness and improve resistance to wear and deformation. High-quality press brake dies typically reach hardness levels of HRC 48–55, ensuring long service life.
Maintenance Tips to Extend Press Brake Die Life
Proper maintenance is essential to keep press brake dies in optimal condition and extend their service life.
Regular Cleaning of Press Brake Dies After Bending

Metal dust, oil, and debris can accumulate on the die surface during production. Operators should clean the tooling regularly to prevent surface damage and maintain bending accuracy.
Preventing Press Brake Tooling Wear and Damage
To reduce premature tooling wear:
- Avoid exceeding recommended bending tonnage
- Ensure proper alignment between punch and die
- Use protective film when bending polished materials
Proper usage practices help prevent chipping and deformation of the die edges.
Proper Storage of Press Brake Tooling

Press brake dies should be stored in dedicated racks to avoid accidental damage. Tooling should also be coated with anti-rust oil if stored for long periods.
Well-organized tooling storage improves production efficiency and reduces the risk of tooling loss.
Conclusion
Understanding press brake dies is essential for achieving accurate and efficient sheet metal bending. From selecting the correct V-die size to choosing the appropriate tooling material, every decision affects the final bending result.
By selecting the right press brake die for different materials and applications, maintaining the tooling properly, and using correct bending practices, manufacturers can improve product quality, extend tooling life, and optimize overall production efficiency.
For metal fabrication companies looking to enhance their bending processes, investing time in understanding press brake dies is a crucial step toward better manufacturing performance.











